The Oxygen Staged Entrained Flow (OSEF) Gasifier is a product of the research and development work at Tsinghua University’s Institute of Thermal Engineering.
By 2003, a two-stage, entrained-flow gasifier had been developed and the Shanxi Fengxi Fertilizer Group had constructed two industrial producing facilities using the gasifier with a feed stock input for each facility of 500 t/d coal. A second, follow-on phase in the development of the Tsinghua Gasifier was initiated in 2005, in which R&D activity focused on utilization of coal-water slurry feedstocks and water cooling wall technology. The resulting 2nd generation gasifier was put into operation, again in Fengxi, in August 2011.
Both types of Tsinghua gasifiers, (i.e. first generation available since 2003, second generation available in 2011) have been commercialized.
Operation
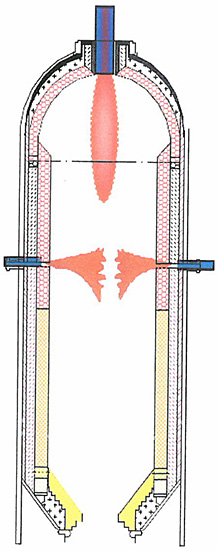
The concept of the Tsinghua OSEF Gasifier includes five coal transformation/reaction stages including:
First Stage: removal of moisture and volatile matter
Second Stage: combustion
Third Stage: gasification
Fourth Stage: re-burning
Fifth and Last Stage: re-gasification
Staged introduction of oxygen into the gasifier is utilized, which is reported to improve the working condition of the main burner (extending burner lifetime), the axial temperature and the temperature field as well as coal adaptability.
The second generation Tsinghua gasifiers utilize coal slurry feed in a membrane wall gasifier, which offer a number of significant advantages including:
Increased flexibility in coal feedstocks – The gasification temperature is not limited by the refractory materials, so temperature could reach 1500°C or even higher. It introduces the advantages of high speed of gasification reaction, high rate of carbon conversion, and the ability to absorb coal of high ash content, high ash melting point and high sulfur.
Operational stability – The coal-water slurry gasifier avoids the problems of instability (e.g. flammable or explosive conditions).
Reduced environmental footprint and higher efficiency operation – The high temperature operation reduces carbon content in the slag which is easily collected and treated and the waste-water is easy to treat leading to zero effluent operation.
High pressure gasification – Operation at high pressure is not affected by the material handling systems. It could reduce the energy consumption in the synthesis and compression of methanol.
Reduced capital costs – From the standpoint of China, the process of manufacturing is entirely domestic thus saving 30% to 50% in costs when compared to other gasification technology and the gasifier provides a new option in technology selection for large coal chemical industry enterprises.
Demonstration and Commercialization
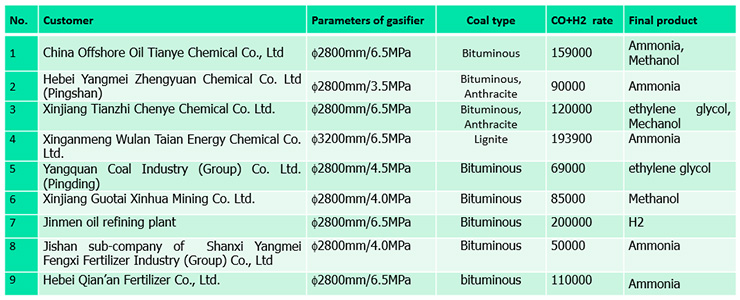
In China, six facilities utilize the first generation gasifier and seven facilities utilize the second generation unit as of about 2012. In each case, the gasifier was initially placed in operation by the Fengxi Fertilizer Group, Linyl Branch in Yunching, Shanxi Province. More recent information from the last year on the newer generation water-cooled gasifier projects moving forward evidences lively growth in the use of this gasifier technology, and also some diversification away from the fertilizer industry:
In fact, it was noted that in 2013, 16 projects were licensed using Tsinghua gasifier technology, more than the total of all other gasification providers in China. Refer to the China Gasification Database for further information.