In the early 1990s, the Institute of Clean Coal Technology (ICCT) at the East China University of Science and Technology (ECUST) began its development of coal gasification technology in partnership with the Yankuang Coal Mine Group.
Operation
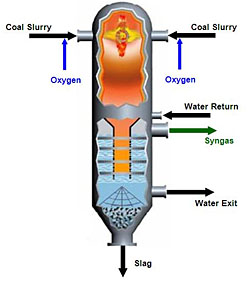
The ECUST entrained flow gasifier incorporates opposed multi-burner (OMB) technology, and a water-quench in a down-flow configuration. Operating conditions are dependent upon dry/wet feed, as well as the end product, but gasifier temperature and pressures fall in the range of 1,300 to 1,400°C, and 1 to 3 MPa.
The four injector/burner, coal water slurry gasifier depicted here is the version most in commercial use. The gasifier features four burners located around the top of the gasifier spaced at 90° intervals from each other forming two pairs of opposed burners. This configuration permits equal, flexible control of large amounts of coal slurry and the impinging flow facilitates mixing of the reactants. Other features of this gasifier include:
- Advanced burner/injector design permitting significant changes in the construction and operation of the gasifier
- Feeding systems that can handle coal water slurries and dry pulverized coal (dry-feeding via nitrogen [N2] or carbon dioxide [CO2])
- The use of either a refractory wall, a membrane lining or a water-wall system
- Gasifier capacities that can range from 750 to 3000 tons per day
A pulverized, dry coal feed, single stage gasifier with the burner/injector centrally located at the top of the gasifier discharging downward into the reactor is in ongoing development. Its use has been reported in two demonstration projects in construction, each with two gasifiers operating at 4.0 MPa with a feed capacity of 1200 tons per day. Other significant developmental activities with the potential to impact the commercial coal conversion marketplace include:
- Operation of an air-blown, two-stage, entrained flow gasification pilot plant (2.4 tpd)
- Operation of a water-wall gasifier at the pilot plant level
- Joint venture of ECUST and Sinopac in development of a dry feed gasifier with a capacity of 1,000 – 2,000 tons per day, an extremely high operating temperature i.e. greater than 1,500°C and capable of operating at 4.0MPa steam pressure.
Demonstration and Early Commercialization
In mid-2000, the Ministry of Science and Technology of China supported 22 ton-per-day (TPD) coal-water slurry pilot gasifier began operations at China’s Lunan Chemical Fertilizer Plant. In 2004, operations commenced for the first OMB coal-water slurry commercial-scale gasifier (750 TPD), located at the ammonia producing Hualu Hengsheng Chemical Co. One year later, a 1,150 TPD gasifier was started up in Lunan. Around the same time, dry-feed testing using CO2 began at the pilot plant, where promising synthesis gas compositions were produced at a broad range of operating pressures. Carbon conversion rates proven at the pilot scale with dry- feeding using N2 varied between 98 to 99%.
Thirty-one coal projects have been identified in China that utilize an estimated total of 88 ECUST OMB gasifiers, having coal feed capabilities ranging from 750 to 3,000 tons per day. Of the 31 projects, 10 are in operation, 8 are under construction and 13 are in development. The principal products of the plants utilizing ECUST OMB gasifiers include ammonia, methanol, dimethylether, liquid fuels from coal, hydrogen, and electricity from IGCC systems.
Outside of China, ECUST has sold a technology license to Valero, the largest refinery enterprise in the United States. The Valero project (at Valero Energy’s Port Arthur refinery) is planning for the use of 5 gasifiers, each with a capacity of 2,500 tons per day. The gasifiers would be used to generate hydrogen through the gasification of petroleum coke.
References/Further Reading
- Opposed Multi-Burner Gasification Development, Demonstration and Applications, Zhijie Zhou, East China University of Science and Technology (ECUST), presentation at the 5th International Freiberg Conference on IGCC & XtL Technologies, May 21st 2012, Leipzig, Germany.
- OMB Gasification - Industrial Application Updates of Slurry Feeding & Developments of Dry Feeding, Gasification Technology Conference, Nov.1, 2010 Washington DC.
- Lui, Ke; Song, Chunshan; Subramani, Velu; Hydrogen and Syngas Production and Purification Technologies, American Institute of Chemical Engineers, 2010, pg. 198-199.
- Ondrey, Gerald. “Coal-to-Chemicals,” Chemical Engineering, February 2011, pg. 18-19.
- Cooperative Research Efforts for CO2 to Reduce CO2 Emissions Presentation
Shan-Tung Tu, East China University of Science and Technology, May 2008.
- Coal Gasification in China-A Study Report
|
Gasifier




