Air Products Slurry Gasifiers (Formerly GE Energy & Originally Chevron Texaco)
Originally known as ChevronTexaco or Texaco gasifiers, and subsequently known as GE Energy gasifiers when GE acquired the technology in 2004 and up until Air Products completed acquisition of the GE gasification business in 2019, Air Products slurry gasifiers and their forerunners have operated commercially for over 45 years using a wide variety of feedstocks such as natural gas, heavy oil, coal and petcoke. The coal gasification process was developed by extending experience with gas and oil gasification. Most of the earlier development work was conducted at a 15-ton-per-day pilot plant at Montebello, California. This facility has since been relocated to China. There are over 60 commercial plants currently in operation, making Air Products slurry gasifiers one of the most widely used gasification technologies worldwide.
Operation
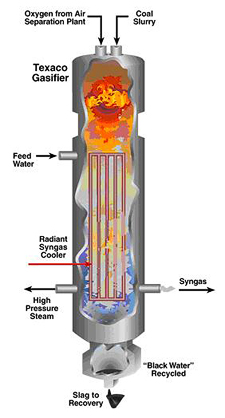
The Air Products slurry gasifiers use a single-stage, downward-feed, entrained-flow refractory-lined reactor to produce synthesis gas (syngas) from a coal/water slurry (~ 65% in wt) and oxygen (> 95%). The slurried feedstock is pumped to a custom-designed injector mounted at the top of the gasifier. The coal reacts exothermically with oxygen at high temperature (~ 2,200 to 2,700°F) and pressure (>300 psi) to form syngas and slag. No hydrocarbon liquids are produced in these high temperature conditions. The syngas produced contains mostly hydrogen (H2) and carbon monoxide (CO).
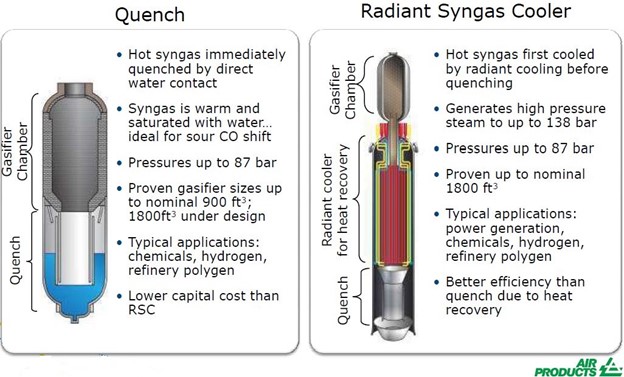
The raw syngas leaving the gasifier can be cooled by a radiant and/or convective heat exchanger and/or by a direct quench system, where water or cool recycled gas is injected into the hot raw syngas. The radiant cooling design uses a soot-tolerant radiant syngas cooler that generates high-pressure steam. Slag is quenched in a water pool located at the bottom of the reactor vessel and removed through a lock hopper. This design maximizes heat recovery as well as CO production. The syngas is further cooled after leaving the gasifier by a water scrubber to recover the fine particulate matter and char for recycle to the gasifier, before the gas is sent on to downstream processing.
A direct quench system uses an exit gas water quench. Hot gas exiting the gasifier is contacted directly with water via a quench ring; it is then immersed in water in the lower portion of the gasifier vessel. The cooled, saturated syngas is then sent to a scrubber for soot and particulate removal. The quench design is less efficient, but also less costly, and it is commonly used when a higher hydrogen to CO ratio syngas is required.
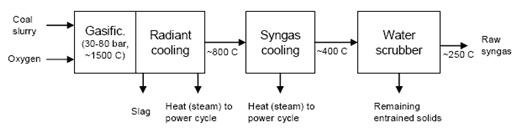
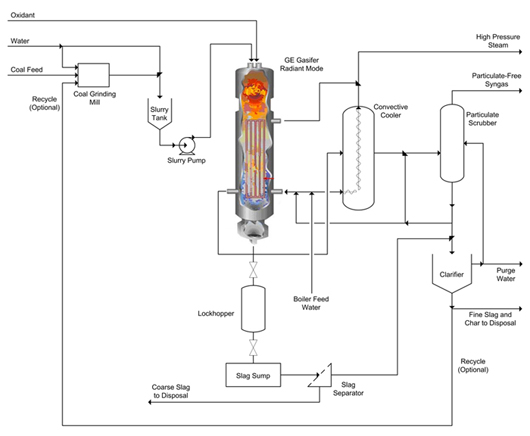
Radiant Cooling Operation Mode -the following block and simplified process flow diagrams demonstrate the operation of an Air Products gasifier in radiant syngas cooling mode.
Figure 1: Block Diagram of Air Products Slurry Gasifier in Radiant Syngas Cooling ModeFigure 2: Diagram of Air Products Slurry Gasifier Radiant Cooling Process
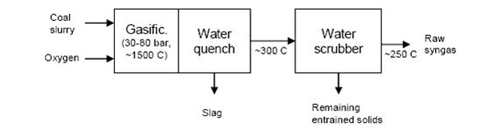
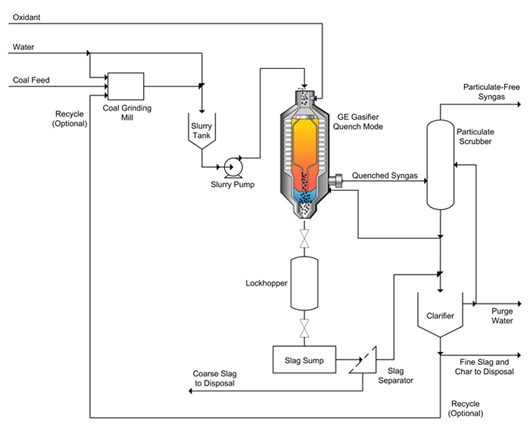
Quench Operation Mode - the following block and simplified process flow diagram demonstrate the operation of a GE Gasifier in quench mode.
Figure 3: Block Diagram of Air Products Slurry Gasifier in Quench ModeFigure 4: Diagram of Air Product Slurry Gasifier Quench Process
Demonstration and Early Commercialization
The Air Products slurry-type gasifiers have been deployed in dozens of gasification facilities, and continue to be specified for plants in engineering or construction phase. Examples include:
Cool Water IGCC demonstration plant (1984-1992), California, U.S.