Kellogg, Brown, & Root (KBR) Transport Gasifier (also known as TRIG™ Transport Integrated Gasification) is an advanced, circulating, fluidized-bed reactor. It was tested and proven at the Power Systems Development Facility (PSDF) in Wilsonville, Alabama. The facility was developed by KBR and Southern Company, together with the U.S. Department of Energy (DOE), and houses an engineering-scale demonstration unit of the gasifier. A series of tests beginning in 1999 have demonstrated stable, steady-state operation under a variety of conditions and feedstocks. The KBR Transport Gasifier is the basis for the integrated gasification combined cycle (IGCC) project in Kemper County, Mississippi, which will use air to gasify Mississippi Lignite coal, which is being mined close to the plant location.
(source: Southern Company)
Operation
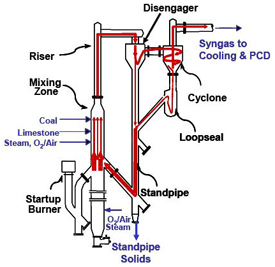
The KBR Transport Gasifier is a circulating fluidized-bed reactor which operates in either air or oxygen blown modes. The design is based on fluidized catalytic cracking (FCC) technology developed for refinery gasoline production in the 1940s. The gasifier consists of a mixing zone, riser, disengager, cyclone, standpipe, loopseal, and J-leg.
Steam and air/oxygen are mixed together and introduced in the lower mixing zone while fuel, sorbent (for sulfur capture), and additional air or oxygen and steam are added in the upper mixing zone. The steam and air/oxygen, fuel, sorbent, and solids from the standpipe are mixed together in the upper mixing zone.
The gas and solids move up the riser before entering the disengager which separates larger particles by gravity. Most of the solids flow from the disengager into the standpipe, while the remaining solids flow to the cyclone and are removed. The gas then exits the gasifier and enters the primary gas cooler and final particulate cleanup. Collected solids are recycled back to the gasifier mixing zone through the loopseal, standpipe, and J-leg. The solids circulation is maintained with recycled synthesis gas (syngas) or nitrogen as aerating gases. The gasifier operates with an internal temperature range of 1,500 to 1,950°F, depending on the fuel. The gasifier produces coarse ash extracted from the reactor standpipe. The ash is cooled and discharged from the reactor via a lock hopper.
The gasifier is constructed of refractory-lined pipe, which allows less expensive metal to be used in the reactor shell. The gasifier operates at a high solids recirculation rate which results in excellent gas-solids contact in a highly turbulent environment, with high heat and mass transfer rates. The KBR transport gasifier is particularly well suited for low-rank, high-moisture, high-ash coals due to its low temperature operation and high circulation rate. Air-blown operation may be preferable for power generation, while oxygen-blown operation may be better suited for chemical and fuels production.
Demonstration and Early Commercialization
KBR Transport Gasifiers began operation in August 1996 in combustion operating mode, and in September 1999 in gasification mode. Testing, modifications, and improvements continued through 2002, primarily using Powder River Basin (PRB) coal as feedstock. Current studies are focused on fuel flexibility and optimization. The KBR Transport Gasifier was selected for an IGCC project under construction in Kemper County, Mississippi. KBR and Southern Company are also supplying engineering design with Beijing Guoneng Yinghui Clean Energy Engineering Co., Ltd for TRIG™ gasifier island constructed at the power plant owned and operated by Tian Ming Electric Power in Dongguan, China.