The High Temperature Winkler gasifier uses one of the oldest gasification technologies. The process was developed in 1926 by Rheinbraun AG in Germany using lignite coal. Approximately 16 plants with a total of 40 gasifiers have been built worldwide since it was introduced in 1926. In the 1970s, Rheinbraun (now RWE) improved the process by operating the gasifier at a higher temperature to increase the carbon conversion and to improve the quality of the syngas produced. Continued developmental work on the HTW™ gasification technology was centered on increasing the system pressure to increase gas throughput, and to meet the required gas turbine inlet pressures for integrated gasification combined cycle (IGCC) application without the need for intermediate compression. Process flexibility to operate with either air or oxygen as oxidant was also sought. Currently, the HTW™ gasifier can operate about 1,470 to 1,650°F (800 to 900°C). The temperature is controlled to ensure that it does not exceed the ash softening point. Operating pressure can be as high as 360 to 435 psi (25 to 30 bar). In December 2010 ThyssenKrupp Uhde acquired the HTW™ technology from RWE and have a number of projects under development, including biomass-to-methanol and DRI projects in Sweden and India.1
Operation
The HTW gasifier is a circulating fluidized-bed reactor which operates in either air or oxygen blown modes. It is a dry-feed, pressurized, dry ash gasifier. A key advantage of the technology is the capability to gasify a variety of different feedstocks, including all grades of more reactive low-rank coals with a higher ash softening temperature (i.e., brown coal), and also various forms of biomass. Also, due to the high outlet temperature, the syngas does not contain any higher molecular weight hydrocarbons, such as tars, phenols, and other heavy aromatics.
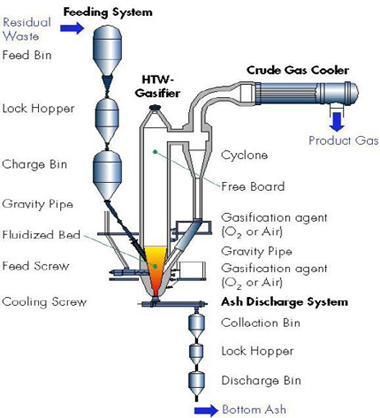
Figure 1 shows a simplified drawing of a HTW™ gasifier system. Fuel (e.g., fine-grained coal) is pressurized in a lockhopper and then stored in a charge bin before being fed continuously by a screw-type feeder into the gasifier. Alternatively, the feed can be pneumatically discharged directly into the gasifier via a gravity pipe. The bottom part of the gasifier comprises a fluidized-bed, the fluidizing medium being air or oxygen (O2), and steam. The bed is formed by particles of ash, semi-coke and coal, and is maintained in the fluidized state via upward flow of the gasification agent (e.g., air). Gas plus the fluidized solids flow up the reactor, with further air/O2 and steam being added in this region to complete the gasification process. Fine ash particulate and char entrained in the raw syngas are removed in a cyclone and cooled. The solids removed in the cyclone are returned to the gasifier base to maximize carbon conversion. Ash is removed from the base of the gasifier by means of an ash discharge system consisting of an ash screw, lock hopper, and discharge bin.
Figure 1: HT Winker gasifier system (source: Uhde)
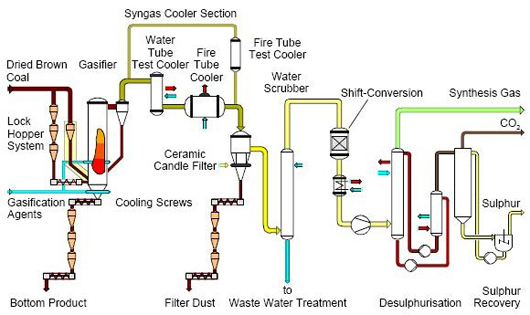
Figure 2 shows a simplified process flow of a HTW gasification process. As in any typical gasification process, downstream of the gasifier is a heat recovery system, shown as the “syngas cooler” section, followed by a ceramic candle filter system with water scrubbing for particulate removal.
Figure 2: Typical Process Flow of a HT Winker Gasification Process (source: Uhde)
Demonstration and Early Commercialization
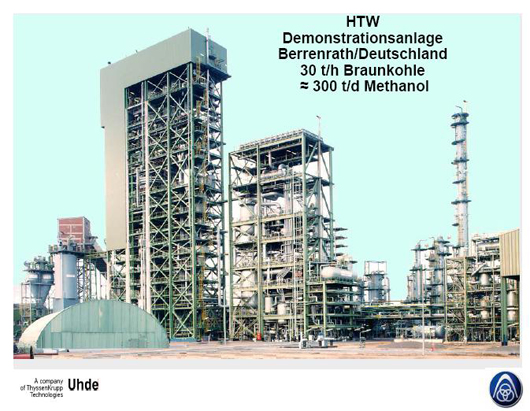
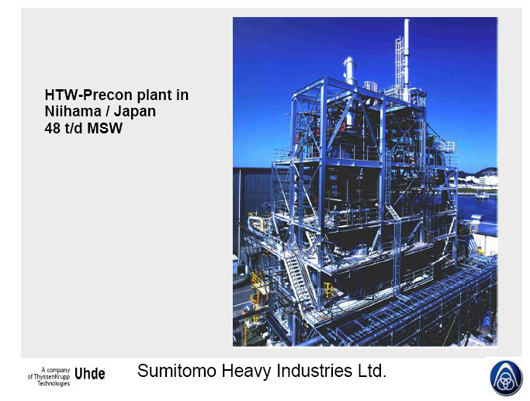
A 24-ton-per-day (tpd) pilot plant was built in 1978 at Rheinbrau's brown coal processing plant at Frehen, Germany (near Cologne). Later, in 1996, a demonstration plant was built at Berrenrath, Germany (Figure 3), and operated for over 10 years, and supplied syngas for methanol production. A 160- tpd pilot plant was also built and operated in Wesseling, Germany, to demonstrate IGCC application. Over the last decade, RWE has been involved with several commercial projects deploying the HT Winkler technology, including the Cobra IGCC project in Germany, and a 400- MW IGCC plant in the Czech Republic. A 48-tpd municipal solid waste (MSW) HTW™ gasification plant was built in Niihann, Japan (Figure 4) by Uhde.
Figure 3: View of Berrenrath’s HTW Demonstration Plant (source: Uhde)Figure 4: HTW based MSW Gasification Plant in Niihann, Japan (source: Uhde)