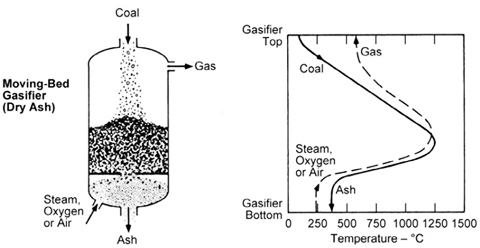
Fixed- or moving-bed gasifiers commonly operate at moderate pressures (25-30 atmospheres). Feedstocks in the form of large coal particles1 and fluxes are loaded into the top of the refractory-lined gasifier vessel and move slowly downward through the bed, while reacting with high oxygen content gas introduced at the bottom of the gasifier that is flowing countercurrently upward in the gasifier. The basic configuration is the same as seen in the common blast furnace.
Reactions within the gasifier occur in different "zones". In the "drying zone" at the top of the gasifier, the entering coal is heated and dried, while cooling the product gas before it leaves the reactor. The coal is further heated and devolatized by the higher temperature gas as it descends through the "carbonization zone". In the next zone, the "gasification zone", the devolatized coal is gasified by reaction with steam and carbon dioxide. Near the bottom of the gasifier, in the "combustion zone", which operates at the highest temperature, oxygen reacts with the remaining char.
Moving-bed gasifiers operate in two different modes. In the dry-ash mode of operation (e.g., Lurgi dry ash gasifier), the temperature is moderated to below the ash-slagging temperature by reaction of the char with excess steam. The ash below the combustion zone is cooled by the entering steam and oxidant (oxygen or air) and produced as a solid ash. In the slagging mode of operation (e.g., British Gas/Lurgi or BGL gasifier), much less steam is used, and as the result, a much higher temperature is achieved in the combustion zone, melting the ash and producing slag.
Moisture content of the fuel is the main factor which determines the discharge gas temperature. Lignite, which has very high moisture content, produces raw gas at a temperature of around 600°F. Lower moisture bituminous coal produces gas temperatures of over 1000°F. Typically, the product gas leaving the gasifier is quenched by direct contact with recycle water to condense and remove tars and oils. After quench, heat can be recovered from the gas by generation of low pressure steam.
Characteristics
Moving-bed gasifiers share the following characteristics:
Simplicity of gasifier configuration and operation
High equipment efficiency
Relatively low oxidant (oxygen or air) requirement
Less complex feedstock preparation with the use of coarse coal particles
Product gas at relatively low temperatures, thus no need for expensive high-temperature heat recovery equipment
Feedstock flexibility: suitable to handle coals with high reactivity and moisture
High "cold-gas" thermal efficiency, when the heating value of the produced hydrocarbon liquids is accounted for
High methane content in product gas
Limited ability to handle coal fines
Caking coals require design modifications to the gasifier
Long feedstock residence time in gasifier and slag flow characteristics require carefully controlled feed size distribution for proper operation
Hydrocarbon liquids such as tars and oils are produced; increased effort to clean produced gas if it is used for applications other than direct heating
Explosion hazard without careful process monitoring
1. Coarse feedstock particles are used in moving-bed gasifiers to ensure good bed permeability and help to avoid excess pressure drop and chemical burning.