Technology
The British Gas/Lurgi (BGL) slagging gasifier is based on the original Lurgi dry ash gasifier, but was intended to improve upon it in the following respects:
produce non-leachable vitreous slag rather than dry ash
improve specific reactor throughput
increase fines content acceptable in feed
reduce steam consumption and consequent gas condensate production
recycle tars/oils to extinction
increase carbon monoxide and hydrogen (CO/H2) yields
Notably, the BGL gasifier reaches much higher temperatures (over 3600°F or ~2000°C) at the bottom zone of the gasifier, which melts ash to slag.
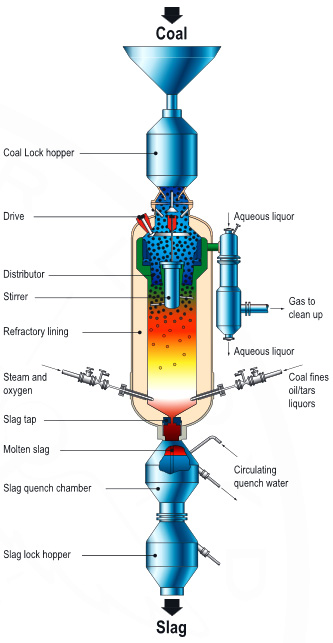
In operation, a coal mixture (coarse coal, fines, briquettes, and flux) is introduced at the top of the water-cooled and refractory-lined gasifier via a lock hopper system. The gasifier is provided with a motor-driven coal distributor/mixer to stir and evenly distribute the incoming coal mixture, which then gradually descends through several process zones. Coal at the top of the bed is dried and devolatilized. The descending coal is transformed into char, and then passes into the gasification (reaction) zone. Below this zone, oxygen and steam are introduced into the gasifier vessel through sidewall-mounted tuyeres (lances) at the combustion zone, where any remaining char is burned out and slag formation occurs. Slag is withdrawn from the slag pool by means of an opening in the hearth plate at the bottom of the gasifier vessel. The slag flows downward into a quench chamber and lock hopper in series. The pressure differential between the quench chamber and gasifier regulates the flow of slag between the two vessels.
Product gas exits the gasifier at approximately 840°F (450°C) through an opening near the top of the gasifier vessel and passes into a water quench vessel and a boiler feed water (BFW) preheater designed to lower the temperature to approximately 300°F (150°C). Entrained solids and soluble compounds mixed with the exiting liquid are sent to a gas-liquor separation unit. Soluble hydrocarbons such as tars, oils, and naphtha are recovered from the aqueous liquor and recycled to the top of the gasifier and/or reinjected at the tuyeres.
Plant examples
Early examples of the BGL gasifier include two demonstration gasifiers in the 200 to 500 ton per day (TPD) range, which were built and operated by British Gas in Westfield, Scotland in the period of 1974-1991. Subsequently, a larger commercial plant was operated by SVZ-Schwarze Pumpe GmbH near Dresden Germany from 2001 to 2007. This was based on a 720 tpd, 12’ diameter BGL gasifier and operated on a broad range of feedstocks including industrial and municipal solid waste and coal, producing syngas for methanol synthesis.
The BGL gasifier technology is currently in the product portfolio of Zemag Clean Energy Technology GmbH. In 2012 it was noted that 14 gasifiers had been recently built or planned for industrial fuel gas and for syngas production for ammonia and urea synthesis, mostly in China and India. South Heart Energy Development, LLC (a joint venture between Great Northern Power Development, L.P. and Allied Syngas Corporation) have planned to use BGL gasification of North Dakota lignite in a project near South Heart, North Dakota, for production of H2 (approximately 4.7 million Nm³/d for power production) and utilization of carbon dioxide (CO2) (2.1 million mt/yr) for enhanced oil recovery (EOR) in the Williston Basin.
References/Further Reading
The BGL Commercial Plants and Pilot Testing, M. Olschar, O. Schulze (IEC), 5th International Freiberg Conference on IGCC & XtL Technologies, May 21-24, 2012, Leipzig, Germany