8.6.2. Tampa Electric Integrated Gasification Combined-cycle Project
The Tampa Clean Coal Technology Project is one of two demonstrations of advanced integrated gasification combined cycle (IGCC) technology in the United States. It was selected by the U.S. Department of Energy (DOE) in December of 1989 as a Round III Demonstration Project for the Clean Coal Technology (CCT) Program. Construction began in October of 1994 in Polk County, Florida, followed by operational startup in September of 1996. The project ran for four years as a demonstration, and continues to operate as a power production facility for Tampa Electric Company (TEC).
Site Description
The demonstration unit is designated Unit 1 of the Polk Power Plant. The plant is located on a 4,300-acre site, 45-miles southeast of Tampa and 17-miles south of Lakeland. The land was previously used for phosphate mining. TEC redeveloped and reclaimed the site in the predominantly rural area for this project. Roughly one-third of the site houses the power generation facilities, and another 850 acres is devoted to a cooling pond, with the rest converted to wetland habitat and fishing lakes overseen by the Florida Fish and Game Commission. All makeup water for the power plant is supplied from on-site wells and all process water is recycled.
Coal was originally supplied to the site via truck from TEC's transloading facility in Apollo Beach, Florida. Illinois No. 6, Pittsburgh No. 8, Kentucky No. 9, and Kentucky No. 11 were among the coals tested in the IGCC facility, all of which are bituminous coals ranging from 2.5 to 3.5% sulfur.
Tampa Electric IGCC's radient syngas cooler
Plant Description
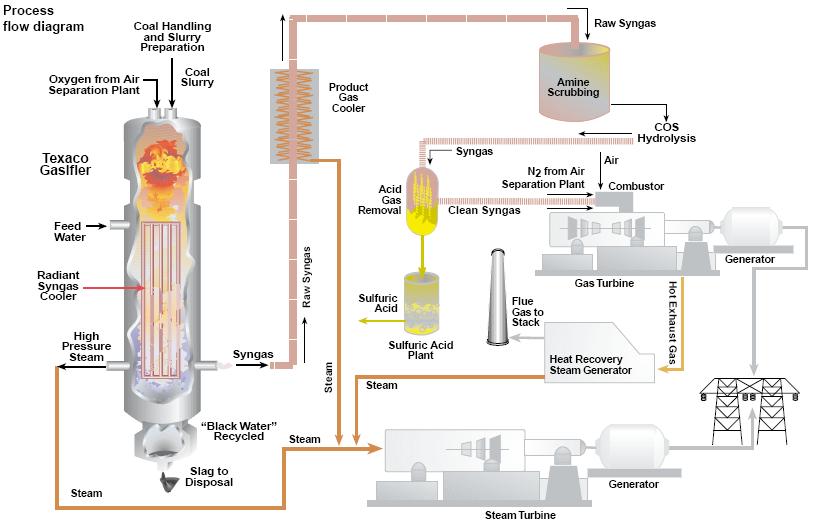
The plant uses GE Energy's (formerly owned by Texaco) commercially available, entrained-flow, oxygen-blown gasifier to produce syngas from coal which feeds a combined-cycle turbine system to produce electricity. Each day 2,200 tons of coal are first ground, combined with recycled and makeup process water to form a slurry, then partially oxidized in the gasifiers with 95%-pure oxygen supplied by an air separation unit. The gasifiers produce a high temperature and pressure, medium-Btu synthesis gas which has a heat content of 267 Btu per standard cubic foot. Most—95%—of the carbon contained in the coal is converted on a mass basis. Molten ash collects in the bottom of the gasifier before solidifying in a water-filled sump. The non-leaching slag is sold for use as construction material.
Upon leaving the gasifier, the product syngas is cooled producing high-pressure steam in a high-temperature radiant heat exchanger. The cooled syngas is then washed with water to remove particulates, before being sent to a hydrolysis reactor where carbonyl sulfide (COS) is reacted to form hydrogen sulfide (H2S). Following further cooling, the syngas is routed to an acid gas removal unit where scrubbing with an amine solvent removes the H2S. The H2S is then stripped from the amine solvent via steam before being sent to a sulfuric acid plant.
The syngas, following cleaning, is sent to a General Electric model MS 7001FA gas combustion turbine, where nitrogen produced in the air separation unit is mixed with the syngas at the inlet to the combustor. The addition of nitrogen to the syngas stream prior to combustion has four interrelated benefits:
Mass flow through the turbine is increased thereby increasing turbine power output
Nitrogen oxide (NOX) emissions from the turbine exhaust flue gas are decreased
Steam produced elsewhere in the plant is more efficiently converted to electrical power in a steam turbine
The hot exhaust from the gas turbine is passed through a heat recovery steam generator (HRSG), producing steam at three different pressure levels. High pressure steam produced from the exhaust gas, the majority of the steam produced, is sent to a steam turbine generator to produce electricity.
Electricity produced at the facility is sent via a five-mile 220-kV transmission from the Polk Power Station to the Tampa Electric Company grid. Sulfuric acid is produced from the H2S using oxygen and a catalytic reactor at 240 tons per day and is sold to the local phosphate mining industry.
Process Flow Diagram
“Grey” water which is discharged from the gas cleanup systems is processed using a brine concentration unit to recover water for use in slurry preparation and as a solid waste stream suitable for landfill disposal. No liquid effluent is produced by the plant. Also, TEC reports that gaseous emissions including sulfur dioxide (SO2), NOX and particulates are all limited to well below permitted and target levels.
Environmental Considerations
Environmental issues were a focus throughout the duration of the project. An independent Community Siting Task Force, commissioned by TEC and consisting of environmentalists, educators, economists, and community leaders, performed site selection. A total of 35 sites in six counties were considered and three in southwestern Polk County, which had been mined for phosphate previously, were recommended.
The Environmental Protection Agency (EPA) issued the final Environmental Impact Statement for the project in June of 1994. Favorable records of decision were issued by EPA, the U.S. Army Corps of Engineers, and DOE, along with some inputs by TEC and their environmental consultants. All environmental permits (federal, state, and local) were obtained and an environmental monitoring plan was developed by TEC for monitoring environmental control equipment, stack emissions, and the surrounding areas.
Cost/Schedule
Total cost for the project was $303 million, including all equipment procurement, installation, and operation throughout the four-year initial demonstration period. TEC provided $152 million (51%), while DOE provided $151 million (49%). Capital costs for a strictly commercial unit would be considerably less than this figure. The cooperative agreement between TEC and DOE was signed in March of 1991, leading to construction beginning in August of 1994 and operation commencing in September of 1996.
Operational History
Throughout the course of the demonstration project the Polk Power Station operated for over 18,000 hours, generating more than 4.8 million MWh of electricity. For the last six months of 1999 the gasifier had an 83.5% online stream factor and combined-cycle availability of 94%. The longest runs of consecutive operation were 46 days for the gasifier and 52 days for the combustion turbine. Operations at the plant by TEC are ongoing.
The experience gained through plant operations led to several plant modifications to reach the high availability currently demonstrated.
Shortly following facility startup, ash plugging in the high-temperature heat recovery system led to failure of some of the heat exchangers. Serious damage to the combustion turbine resulted. The heat exchangers were removed in 1997 and adjustments were made to the remainder of the heat recovery system, as well as the addition of particulate removal systems to protect the turbine.
Late in 1997, hot restart procedures were implemented eliminating the need to change burners and reheat the gasifier following every shutdown. This modification reduced gasifier startup time by over 18 hours.
A slag crusher and redundant fine handling system was installed in 1998 to lift throughput restrictions in the fines handling system. Issues were also encountered resulting in lower carbon conversion efficiency than expected. The solution was to operate the gasifiers at a lower temperature. The lower operating temperatures have allowed the gasifier liner to last the desired two years.
Thermocouple replacement has been an ongoing issue and remains relatively expensive. Thermocouples fail due to shearing caused by the expansion of dissimilar materials in the high temperature environments.
Two extended outages led to the revision of operating procedures in early 1998. These involved handling of high shell temperatures in the dome of the radiant syngas cooler.
A variety of outages occurred in 1997 and 1998 due to erosion and corrosion in the process water and coal/water slurry piping systems, pumps and valves. These have been eliminated with no such outages occurring in 1999.
As a result of experimenting with less expensive coal with higher sulfur content than the Pittsburgh #8 the plant was designed for, SO2 emissions levels rose to unacceptable levels. A temporary solution was to flood the scrubber overhead piping, however this lead to other issues. The problem was remedied in August of 1999, with the commissioning of a COS hydrolysis unit.
During the fourth year of operation, a shift in plant operations was seen between concentrating on eliminating serious shutdown causes to keep the plant in operation, to cost reduction and optimization. This was a result of previous system modifications and the gradual establishment of effective preventive maintenance procedures.