It is common knowledge that coal is essentially transformed biomass, formed over long periods of time by geologic processes. Given this connection to biomass, the question arises whether biological/microbial processes such as fermentation might somehow be utilized to gasify coal or otherwise convert it into useful products. For example, coal gasified by biological processes under anaerobic conditions would be expected to result in methane-rich biogas, which has immediate uses as a clean fuel or fuels/chemicals feedstock. Unlike thermal gasification, this biological-based coal conversion could occur at near-ambient conditions, thereby avoiding the high temperatures and often high pressures of thermal gasification which require expensive gasifier vessels and equipment, and which result in the reliability and availability issues facing gasifiers, the challenges of high-temperature syngas cleanup, etc.
This question has been explored in past and ongoing research. The challenge is that coal, unlike other carbon-containing materials such as biomass and municipal solid waste which can be relatively easily fermented or anaerobically digested to generate biogas, is a much more complex and difficult material to degrade by these processes. However, significant progress has been made in the area, as discussed below.
Coal Biological Conversion Technology
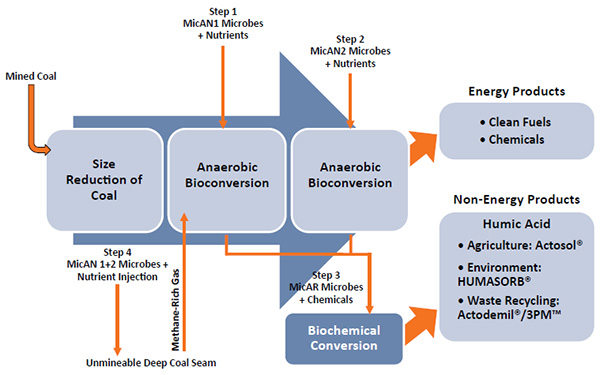
The Department of Energy supported development of coal bioconversion in the 1980s-1990s, by providing funding for R&D performed by Arctech Inc. of Chantilly, Virginia. Arctech discovered and has patented a multi-step process for bioconversion of coal (lignites, sub-bituminous, and bituminous coals have been examined) using naturally occurring microorganisms. The process occurs in three steps:
1) Microbes are utilized to convert slurried coal into volatile organic liquids (alcohols, organic acids, etc.) through hydrolysis and fermentation in a bioreactor. The particular microbes are the kinds found in the guts of termites, which are naturally adapted to convert difficult to digest carbon-containing material such as cellulose into simpler compounds.
2) Liquids/gases from the first step are contacted in a second bioreactor with methane-producing microbes that hydrogenate acetates and carbon dioxide to methane.
3) Remaining coal residues undergo further biochemical conversion in a third step, where they are converted into a humic acid by-product.
Biogas resulting from this process consists mostly of methane (60-80%) and the remainder carbon dioxide (CO2) (20-40%), and some trace species including hydrogen sulfide (H2S) which may require removal depending on intended application. This biogas can be used in similar ways to the biogas from conventional anaerobic digestion/fermentation of biomass, and biogas collected from MSW landfills (landfill gas), which can be used for heating or for fueling turbines to generate electricity. Alternatively, the biogas is already at a near-optimum composition for reforming with steam to produce 2:1 H2:CO syngas, the right composition for F-T synthesis of clean fuels or synthesis of methanol, a precursor for a number of high-value products such as gasoline and chemicals.
Byproduct Value
One of the more interesting aspects of coal bioconversion is the nature of the non-energy byproducts resulting from the process, which are markedly different than thermal gasification byproducts. In Arctech’s process, the major non-gaseous byproduct is humic acid. Humic acid, which is a mixture of many different acids containing carboxyl and phenolate groups, is the characteristic component of humic substances, which are the major organic constituents of soil (as humus), peat, and which are widely found in bodies of water in varying concentrations. Humic acid is therefore the basis of an excellent organic fertilizer and soil amendment. Also, its tendency to complex with ions that are commonly found in the environment creating humic colloids, renders it a powerful complexing agent. Capitalizing on these qualities, Arctech has developed a suite of high-value products based on humic acid including a liquid organic fertilizer, a solid sorbent which is being tested as a multi-species sorbent for post-combustion capture of CO2, SOx, NOx, and mercury from coal combustion flue gas streams, a wastewater treatment sorbent able to simultaneously remove a range of toxic species including mercury, other heavy metals, radionuclides, and organic contaminants. Product applications range from agriculture (boosting crop yields) to a large wastewater treatment market in the U.S. and abroad, chemical demilitarization processing, radioactive wastewater treatment, etc. The markets are large enough, especially the agricultural and wastewater treatment applications, that they could support bioconversion of coal on a substantial scale of over 500 million tons per year according to market estimates.
Carbon Sequestration Impacts of Byproducts
The carbon content of bioconverted coal that finds its way into these byproducts is effectively sequestered. In techno-economic analyses of coal biological conversion to representative product mixes, carbon accounting shows that the approach would mitigate greenhouse CO2 gas emissions substantially in comparison with conventional coal combustion-based power generation. This results from a combination of converting coals into products such as lower carbon fuels, and by replenishing carbon in useful form as humic matter in soils. In fact, soils are the fourth largest storehouse of carbon after sedimentary rocks, fossil fuels and the oceans. Soil scientists have shown that humic matter is stable organic matter, which does not mineralize into carbon dioxide. A further synergistic effect of improving impaired or sandy soils by addition of humic matter, is the increased fertility of the treated land areas which are then able to increase CO2 withdrawals from the atmosphere as increased biomass production is supported on those land areas. United Nations Kyoto, USDA and US EPA guidelines support potential of sequestration between 2.2 - 9.5 tonnes CO2 per acre per year by tree biomass on 10% of land area, with remaining land area devoted for food crops or other uses.
Challenges
Arctech's biogasification process has resulted in production of as little as 2 to as much as 10,000 cubic feet of biogas from one ton of lower rank coals. The wide variation occurs because of the considerable difference in microbial response to particular coals, even coals classified in the same rank. At the higher biogas production rates demonstrated, this would allow generation of about 1.5 MWh of power assuming a combined cycle, or about one barrel of liquid fuels by using available gas to liquid synthesis processes. These are lower than those of thermal approaches; e.g. thermal power plants produce about 2 MWh and coal to liquids processes based on thermal gasification claim to produce 2-3 barrels per ton of coal.
Potential exists to increase the activity of microbes to increase biogas production, so as to equal or rival the fuels or power output possible with thermal approaches. Specifically, the rate-limiting factor for increasing biogas yields is the activity of microbes which convert coal components to volatile fatty acids such as acetate (the intermediate chemical which then is utilized by methanogens to produce methane). These slow-growing anaerobic microbes (doubling time of 5-10 days) utilize only about 5% of the available carbon for their biomass build up, unlike fast-growing aerobic microbes which utilize about 50%, but which produce unwanted CO2.
The approach to increasing microbial activity involves genetic research, i.e. identification of the genes which trigger the microbes’ production of enzymes which in turn convert coal components to acetate. Multiple copies of the key genes can be inserted into fast-growing microbes such as E. coli, which can double in a matter of a few minutes. This approach has been successful in increasing yields by 100,000 times over the discovery stage for many biological processes. For example, many pharmaceuticals today (such as penicillin and insulin) are being produced using microbes genetically modified according to this approach. Other paths for increasing yields include optimizing the nutrient mix and increased adaptation of microbes through serial transfers. This is much like natural selection, because desirable microbes continue to multiply and others dwindle in number during the serial transfers. Also, efforts are underway to correlate the bioconvertibility of different coals based on their components such as macerals and lithotypes as well as by pretreating the coals. Possibly chemical conversion approaches devised for coal liquefaction could be leveraged in this way.
Another major issue facing biological processes is the footprint of the plant or process, especially for above-ground plants using mined coals. Biological processes are characteristically slow; e.g., Arctech uses 30-35 days retention time to maximize gas production in their coal bioconversion process, and envisions utilizing low-cost digestors of the type currently used for wastewater treatment. Although biogasifier vessels are much larger than thermal gasifiers on a basis of throughput, biological processes do not require front-end air separation as well as back-end gas and waste water treatment units and the large footprints demanded by those. Counterintuitively, it is possible that the footprint of a bioconversion plant might be comparable or even lower than that of a conventional thermal plant. In one estimate, Arctech has calculated that a 100,000 tons per year biorefinery (with one million tons capacity of front-end coal handling) would require only 50 acres of footprint. This could be compared to the following:
Great Plains Synfuels Plant: 6 million TPY lignite; >480 acres → >80 acres/million TPY
Polk Power IGCC: 800,000 TPY coal & petcoke; >75 acres → >90 acres/million TPY
Kemper County IGCC: 4.4 million TPY lignite; >250 acres → >57 acres/million TPY
In situ Coal Bioconversion
Figure 1 shows a Step 4, which references the idea of integrating in situ coal bioconversion to create additional volatiles that could supplement production. This in fact is a form of underground coal gasification, suitable for resource recovery from unmineable coal seams. Further discussion is found in the section on underground coal gasification.