9.4. Specific Impacts on IGCC Plant Designs from Carbon Dioxide Capture
Section 8.4 compares efficiency and performance of baseline IGCC non-capture and capture cases, while Section 8.3 provides general discussion of processing units or unit operations in IGCC plants. However, there are interesting design changes in plant configurations and processing units when CO2 capture is added; these emerge in review of the companion sets of the capture and non-capture IGCC cases as found in the 2022 NETL fossil energy plants baselines1
Acid gas removal (AGR) unit: Technology selection for acid gas removal is highly sensitive to CO2 capture requirements. In the non-capture cases, NETL chose MDEA for the E-Gas™ gasifiers both use it, and chose Sulfinol for the Shell gasifier case because Sulfinol is a Shell-owned technology. NETL chose Selexol for the GE gasifier case because it operates at a higher pressure than the other gasifiers, which favors the physical solvent used in Selexol. However, any of these AGR processes could meet the sulfur removal requirements of the non-capture cases. On the other hand, NETL chose the two-stage Selexol process for all capture cases, given the prevailing thinking that this is the preferred option for IGCC with CO2 removal for sequestration, as supported by studies at EPRI and various engineering firms in the field.
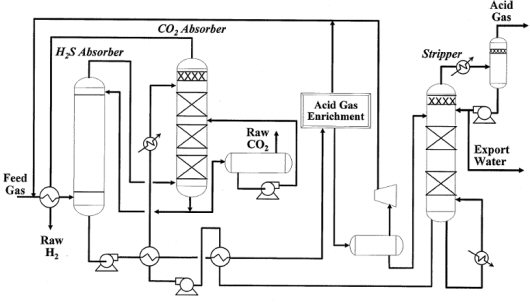
The figure below shows a simplified flow diagram for a selective Selexol design for both H2S (acid gas to the Claus plant) and CO2 removal.2Block Flow Diagram of a Two-stage Selexol Design for H₂S and CO₂ Removal
CO2 compression and drying system: An additional processing step of CO2 dehydration and compression is needed for the capture cases, to bring the produced CO2 to pipeline transport pressure and purity specifications.
Shift reactors - A water-gas-shift (WGS) reactor is added to replace the COS Hydrolysis plant for the capture cases. This is necessary to convert all carbon monoxide (CO) in the syngas to CO2 and H2, so that the CO2 can be removed downstream in the AGR plant at high carbon capture rate. Since the WGS catalyst also serves to hydrolyze COS, a separate COS plant is no longer needed.
Certain gasifier feed ratios, degree of syngas cooling, process flow conditions, recycle flows, and heat exchange configurations are somewhat modified for a capture case vs. the corresponding non-capture case. Details are available in the NETL baseline study.
Recent Selexol Operating Experience with Gasification Including CO2 Capture, Curtis R. Sharp, 20th Annual Pittsburgh Coal Conference, Pittsburgh, PA, September 15-19, 2003.