7.3.2 Gasification-Based Hydrogen Production with Carbon Capture
Figure 1 is a simplified block flow diagram for a coal gasification-based hydrogen production plant with 90% CO2 capture using current, commercial technologies at tractable scales. It is one of the cases recently analyzed by NETL in order to compare fossil fuel-based hydrogen production options, with particular attention to accurately estimating costs and performance efficiency along with careful quantification of global warming potentials of hydrogen production systems.
The plant in question uses Air Products (formerly Shell)-type dry feed pressurized entrained flow, oxygen-blown slagging gasifiers fed with bituminous coal. Because the coal reacts with oxygen (supplied by a conventional cryogenic air separation plant) and steam at a temperature of 1,427 °C (2,600 °F) in the gasifier to produce principally hydrogen and CO with little CO2 formed, this type of gasifier is a logical choice for a dedicated hydrogen production system/plant. Syngas cooling, water quench, and particulate collection via cyclone and filters ensue with further cooling to generate process steam and to prepare the syngas for scrubbing removal of chloride and ammonia. The scrubbed syngas then goes through a sour water gas shift reactor to maximize hydrogen yield by reacting carbon monoxide in the syngas with steam. The syngas from sour shift is then cooled further before mercury removal, and followed by hydrogen sulfide (H2S) removal in a single-stage acid gas removal (AGR) unit, in this case utilizing a dual stage Selexol unit to capture the bulk of the CO2 in the syngas and sulfur-containing acid gases from the syngas separately. Desulfurized, decarbonized syngas from the AGR is routed through the pressure swing absorption (PSA) unit to recover a 99.9% pure H2 product. Residual gases from the PSA have significant fuel value and are combusted in a boiler to generate steam for auxiliary power generation in a steam turbine. Acid gas from the AGR unit is sent to the sulfur recovery unit (SRU) to recover sulfur as a byproduct.
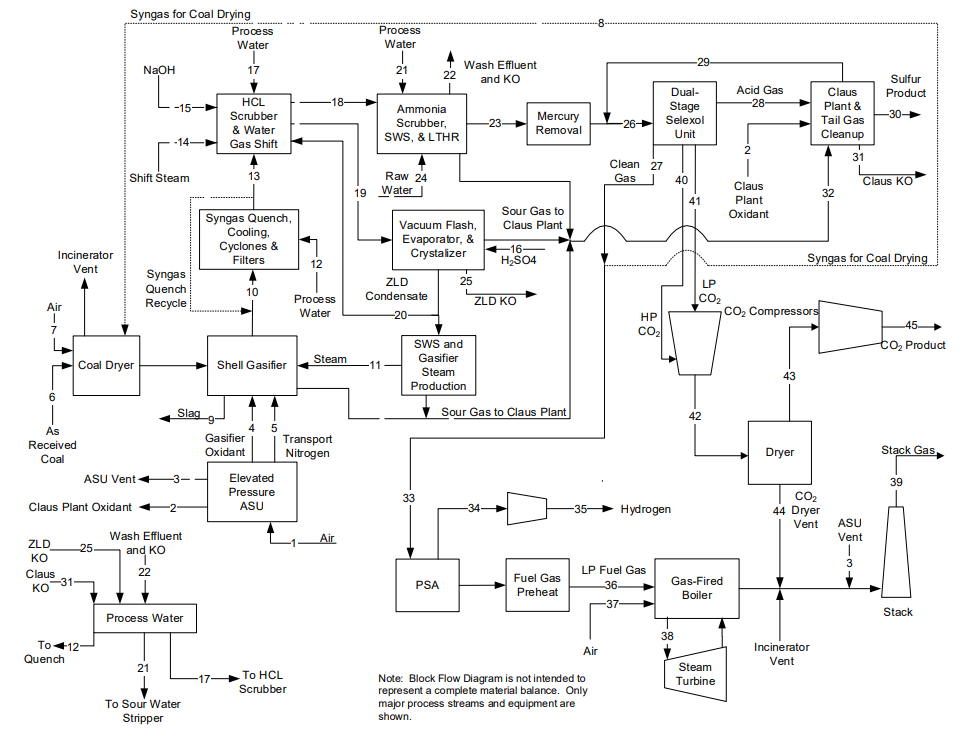
Figure 1: Block flow diagram, hydrogen production coal gasification plant with CO2 capture1
Figure 2 shows a variation of the gasification-based hydrogen production plant with 90% CO2 capture from Figure 1, but in this case consisting of a coal and woody biomass co-gasification configuration. Plant throughput is considerably scaled down to accommodate a reasonable assumption of finite biomass availability for such a plant and similar scale to a comparable gasification plant that had run in this type of co-gasification configuration (the Buggenum IGCC plant), and with percentage of biomass co-feed necessary to achieve net-zero life cycle emissions for this case. Process unit operations are similar to those of the previous case but with additional complications, notably that of a biomass dryer to torrefy the woody biomass as required for the dry feed entrained flow gasifier.
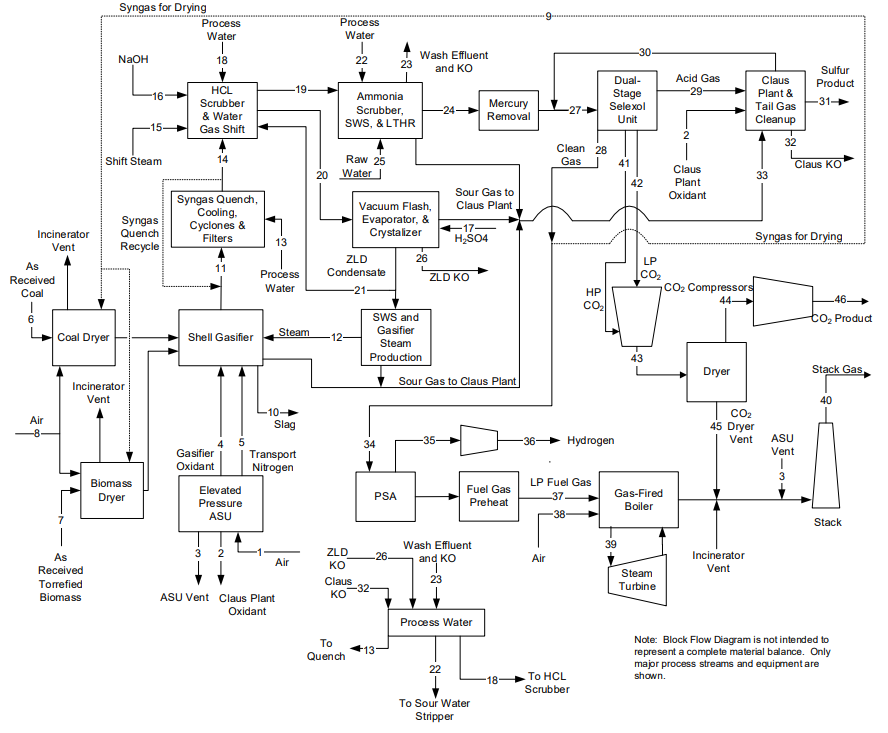
Figure 2: Block flow diagram, hydrogen production coal and biomass co-gasification plant with CO2 capture1
Although levelized cost of hydrogen is higher for this case compared to the others, it has the virtue of significant negative global warming potential according to life cycle emissions analysis. The addition of biomass feed enables the negative potential, whereas all other cases (even those with 90% capture) exhibit greater than zero warming potentials across the board. For detailed discussion of those life cycle emissions comparison, the reader is encouraged to examine Exhibit ES-4 and accompanying discussion provided in the NETL hydrogen production baseline study.
Hydrogen




