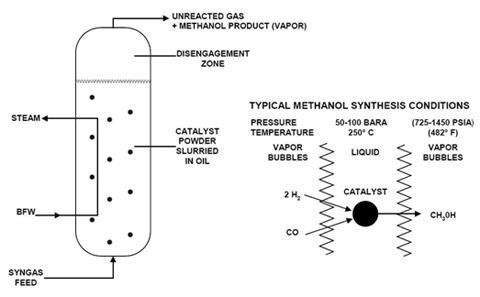
The liquid-phase methanol (MeOH) synthesis process known as the LPMEOH™ process was funded by the U.S. Department of Energy and developed in collaboration with Air Products and Chemicals, Inc. It was developed as a more efficient, higher conversion, and lower cost conversion route to methanol than commercially practiced gas-phase technologies. At the heart of the process is its bubble slurry reactor, shown in Figure 1. The process uses an inert mineral oil/powdered catalyst slurry as a reaction medium and heat sink. As the feed gas bubbles through the catalyst slurry forming MeOH, the mineral oil transfers the reaction heat to an internal tubular boiler where the heat is removed by generating steam. The ability to remove heat and the large oil slurry inventory allows the LPMEOH™ reactor to operate at isothermal (constant temperature) conditions by dampening large and rapid process changes, and when handling carbon monoxide (CO)-rich (in excess of 50%) syngas with wide compositional variations. Having the ability to handle CO-rich syngas, an upstream water-gas-shift (WGS) unit to increase the syngas H2/CO ratio is not needed, for partial MeOH production up to full utilization of feed H2. In this manner, the LPMEOH™ process can be designed for either baseload or IGCC co-production operation.
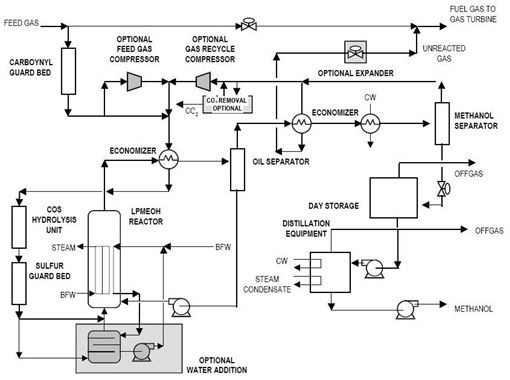
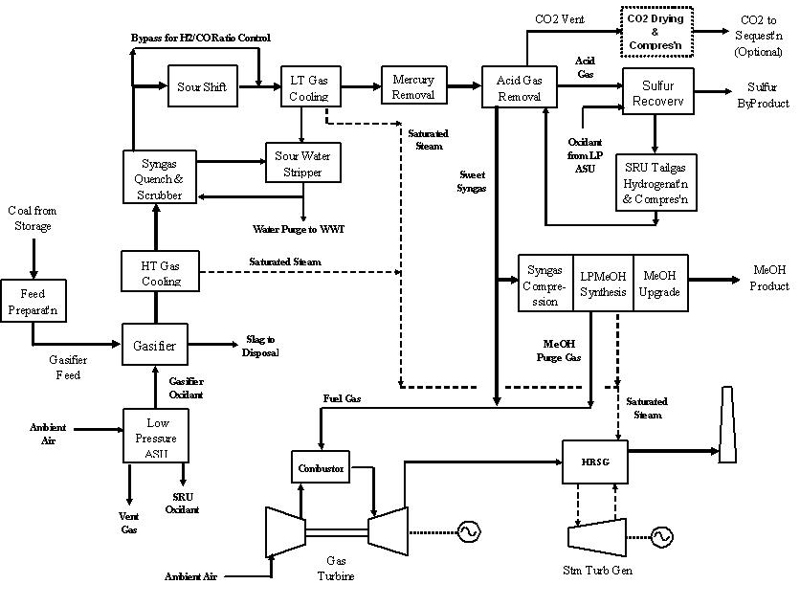
Co-producing MeOH and power in integrated gasification combined cycle (IGCC) applications using LPMEOH™ has potential as a very effective technology to convert part of the H2 and CO in the IGCC power plant syngas into MeOH via a once-through process, and using unconverted gases as fuel gas in a power cycle. Figure 2 shows a process flow diagram depicting the use of LPMEOH™ in this co-production mode; Figure 3 shows the same process in an overall plant context, block-flow diagram. Part or all of the treated syngas from gasification is routed through the once-through LPMEOH™ reactor to make MeOH. The syngas feed passes through a carbonyl guard bed, COS hydrolysis reactor and sulfur guard bed to remove trace contaminants and residual COS. The reactor gaseous effluent is cooled, entrained oil removed and cooled to condense-out crude MeOH product, before the high pressure off-gas is sent to and burned in the gas turbine for power generation. The crude MeOH product is separated and purified by distillation before being exported.
The amount of MeOH conversion through the LPMEOH™ reactor can be increased by internal recycle, carbon dioxide (CO2)removal, and/or by steam addition options. Feed compression and product expander options may also be added to increase system operating pressure for higher MeOH conversion.
Figure 3 shows a simplified block flow diagram of the co-production process.
DOE R&D advantage
The U.S. Department of Energy (DOE) helped with LPMEOH™ process development, first by housing its initial pilot plant testing at 10 ton-per-day scale at the DOE LaPorte Alternative Fuels Development facility in Houston, Texas, and later by funding the Demonstration Plant at 260 ton-per-day scale at Eastman Chemical Company's chemicals-from-coal complex in Kingsport, Tennessee. under the Clean Coal Technology Program. In 2010, the LPMEOH™ process was licensed to Woodland Biofuel Inc., with intent to use the technology to develop a wood-gasification process to produce methanol from wood-scrap.
Figure 1: LPMEOH™ Reactor and Reaction SchematicsFigure 2: Simplified LPMEOH™ Process Flow Diagram Figure 3: Simplified Block Flow Diagram for IGCC/MeOH Co-Production