7.3.4. IGCC/H2 Co-production with WGCU and Advanced WGS Membrane
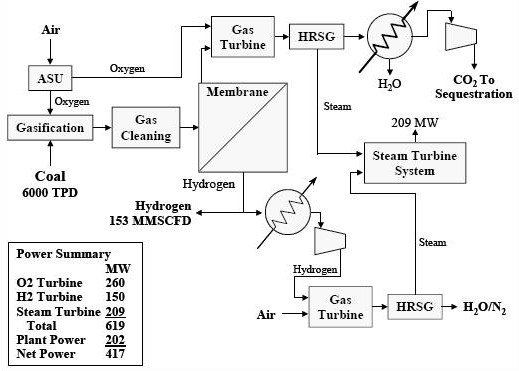
Figure 1 shows a block flow diagram of an integrated gasification combined cycle (IGCC)/hydrogen (H2) co-producing plant incorporating future technologies of warm gas clean-up (WGCU) and advanced metallic membranes capable of combined water gas shift (WGS) and H2 separation into a single operation, at elevated temperatures. With this process, syngas from the gasifier is cooled to 500-1000°F by generating high pressure (HP) steam in the high temperature gas cleanup (HTGC) system before going to the advanced WGCU system, where particulates, sulfur compounds and other trace contaminants are removed at elevated temperature. The cleaned syngas then goes through the advanced membrane system where WGS and H2 separation occurs simultaneously and continuously. The high pressure, hot, carbon-rich purge gas is burned with oxygen (oxy-combustion) in a combined cycle plant, to generate power and steam. Water is condensed out of the oxy-combustion exhaust to generate a nearly-pure carbon dioxide (CO2) product which is compressed and ready for sequestration. The bulk of the H2 product from the advanced membrane is exported to meet contractual demands. The balance is compressed and burned with air in the gas turbine of the combined cycle system to generate additional power to meet internal and export demands. The WGCU system directly converts the removed acid gas into sulfur to be exported as a byproduct.
Figure 1: IGCC/H2 Co-Production with Warm Gas Cleanup and Advanced WGS Membrane
Table 1 shows the reported overall performance and efficiency for this arrangement of IGCC/H2 co-production plant, equipped with a warm gas cooling unit and WGS membrane. Performance and efficiency are shown for scenarios both with and without CO2 capture, and with and without co-producing significant amount of power for export.
Table 1: Typical IGCC/H2 Co-Production with Warm Gas Clean-Up & Advanced WGS Membrane1