
Business

Business
The Critical Minerals and Materials (CMM) Program aims to rebuild U.S. leadership in extraction and processing technologies for the production of CMM that include rare earth elements (REE),a critical minerals (originally defined by the U.S. Geological Survey [USGS]b), and materials deemed critical by the Department of Energy (DOE),c from secondary and unconventional resources to support an economically, environmentally, geopolitically sustainable U.S. domestic supply chain.
Unconventional CMM resources include any resource from a geologic or secondary byproduct host that is distinctive from the mechanisms resulting in conventional, established deposits. Unconventional CMM can be sourced from in-situ geologic deposits or from secondary byproducts of anthropogenic processes. These sources require revised or new characterization and assessment methods and models that focus on the unique source and temporal controls resulting in these deposits.
Examples of secondary and unconventional resources include the following:
Transitioning the production of CMM and their associated supply chains back to the United States is a strategic priority as evidenced by recently enacted and proposed legislation and executive orders.d,e Consequently, research, development and demonstration (RD&D) efforts to create new domestic sources of CMM have been accelerated with the goal of making U.S. domestic supply chains more resilient.
Figure 1 provides a timeline of the CMM Program from its origin (as the Feasibility of Recovering Rare Earth Elements Program) in 2014 to the present.
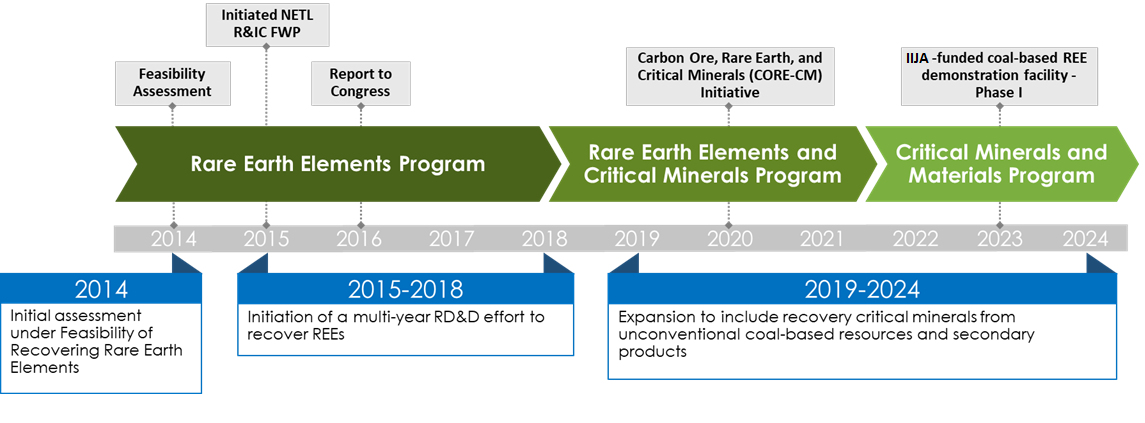
In 2014, to address the challenge of leading the United States to secure national independence from REE offshore reliance, DOE’s Office of Fossil Energy and Carbon Management (FECM) and the National Energy Technology Laboratory (NETL) performed an initial assessment under its Feasibility of Recovering Rare Earth Elements Program to assess the potential recovery of REEs from carbon ore and coal byproducts including run-of-mine coal, coal refuse (mineral matter that is removed from coal prior to shipment), clay/sandstone over/under-burden materials, ash (coal combustion residuals), and aqueous effluents such as acid mine drainage (AMD), as well as associated solids and precipitates resulting from AMD treatment.
After reporting its findings in the 2015 Report to Congress,f DOE initiated a multi-year RD&D effort to demonstrate both the technical feasibility and economic viability of extracting, separating, and recovering REEs from these domestic coal-based resource materials. Basic and applied science research projects were conducted at national laboratories, small business organizations, and numerous universities, which led in 2016 to the design, construction, and operation of bench- and small pilot-scale facilities, and in 2018 to the production of small quantities (e.g., approximately 100 g/day) of greater than 90% (900,000 ppm) high-purity, mixed rare earth oxides (MREOs) using conventional physical beneficiation and chemical (hydrometallurgical) separation processes.
In 2019, to comply with Executive Order 13817, NETL expanded its technology development effort to include the recovery of critical minerals from coal-based resources. As a result, in 2020, NETL’s program required existing domestic small pilot-scale facilities to co-produce critical minerals in addition to producing REEs. In 2021, NETL initiated basinal coalition efforts to address realization of the full economic potential value of U.S. natural resources for producing REEs, critical minerals, and high-value, nonfuel, carbon-based products. The program also initiated holistic assessments of upstream mining of resources and physical separation (e.g., beneficiation); midstream processing, separation, recovery; purification of critical and high-value materials; and, ultimately, onshore downstream manufacturing that incorporates these materials into commodity or national defense products.
In 2022, the program was renamed the Critical Minerals and Materials Program, encompassing research on both REEs and critical minerals, collectively referred to as CMM.
A mission of NETL’s program since 2014 has been the development of an economically competitive and sustainable domestic supply of REEs to assist in maintaining U.S. economic growth and national security. As noted above, the program was expanded in 2020 to include critical minerals.
The objectives of the NETL program from 2014 to 2020 were to
The goals of the NETL program from 2014 to 2020 were to validate both the technical and economic feasibility of recovering CMM from coal-based resources. In 2019–2020, program goals were accelerated to design, construct, and operate a domestic engineering-scale prototype facility in an environmentally benign manner, producing (in the near-term) 1–3 tonnes/day of MREOs or mixed rare earth salts (MRESs) from coal-based resources at purities of at least 75%.
Program goals are currently:
As shown in Figure 2, the CMM Program consisted of three core technology areas in 2014–2020:
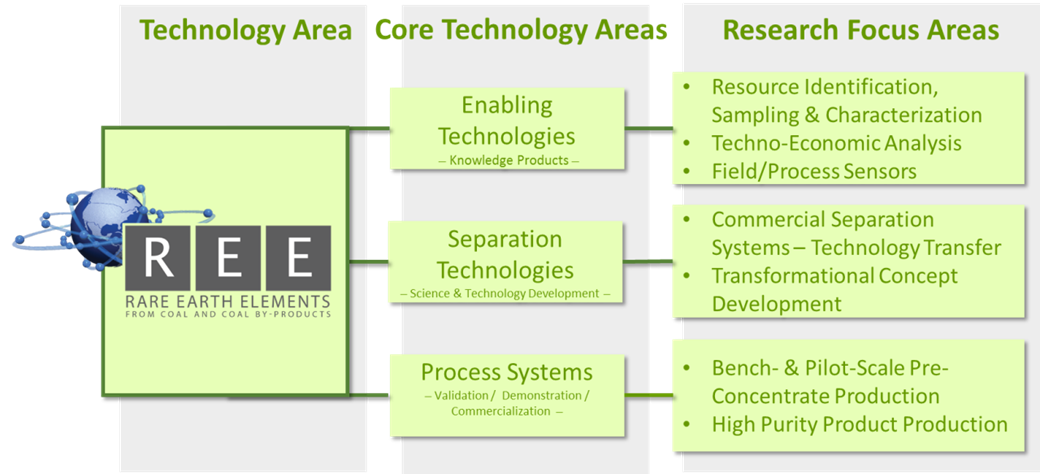
Since 2021, the CMM Program structure has been focused on four key technologies:
a REEs: 15 lanthanide elements (lanthanum, cerium, praseodymium, neodymium, promethium, samarium, europium, gadolinium, terbium, dysprosium, holmium, erbium, thulium, ytterbium, and lutetium), scandium, and yttrium.
b Critical minerals (USGS): aluminum (bauxite), antimony, arsenic, barite, beryllium, bismuth, cesium, chromium, cobalt, fluorspar, gallium, germanium, graphite (natural), hafnium, indium, lithium, magnesium, manganese, nickel, niobium, platinum group metals, potash, the rare earth elements group, rhenium, rubidium, scandium, tantalum, tellurium, tin, titanium, tungsten, vanadium, yttrium, zinc, and zirconium.
c Critical materials (DOE): aluminum (metal), cobalt, copper, dysprosium, fluorine, gallium, graphite, iridium, lithium, magnesium, neodymium, nickel, platinum, praseodymium, silicon, silicon carbide, electrical steel, terbium, and uranium.
d Executive Order 13817, A Federal Strategy to Ensure Secure and Reliable Supplies of Critical Minerals, December 20, 2017. (List of Critical Minerals posted in Federal Register/Vol. 83, No. 97/Friday, May 18, 2018/Notices.)
e Executive Order 13953, Threat to the Domestic Supply Chain From Reliance on Critical Minerals From Foreign Adversaries and Supporting the Domestic Mining and Processing Industries, September 30, 2020.
f DOE. (2017). Report on Rare Earth Elements from Coal and Coal Byproducts. Retrieved from https://www.energy.gov/sites/prod/files/2018/01/f47/EXEC-2014-000442%20-%20for%20Conrad%20Regis%202.2.17.pdf

