
Business

Business
Preserve the contribution of stripper gas wells to the domestic natural gas supply by developing technologies to improve performance, reduce operating costs, and thereby maintain economic production status. This will be accomplished by testing the performance of SynCoal®, a coal-based product developed under the DOE’s Clean Coal Technology Program, as filter media for treating produced water contaminated with hydrocarbons and metal salts, potentially reducing water-handling costs for stripper wells.
Western SynCoal, LLC – Project management and all research products
Location:
Billings, MT 59103
SynCoal is a high-quality, low-moisture coal material made by heating and physically cleaning low-rank subbituminous coal. Originally intended as a low-sulfur fuel for power plants, the material has characteristics that might make it ideal for filtering contaminated produced water from stripper gas wells.
This project investigated an alternative approach to treating produced water from stripper wells in an effort to reduce costs. Although the SynCoal did not completely remove all of the O&G from the test water, the levels were reduced sufficiently to allow the effluent to be discharged to more aggressive forms of purification. Results indicate that the performance of the SynCoal might be enhanced by using a technique referred to as carbon-in-pulp, where the SynCoal is mixed with the produced water in a series of stirred tanks. Using SynCoal as a cost-effective pre-treatment to additional processing with activated carbon seems to have potential, particularly if the spent SynCoal can be used as a boiler fuel. The net effective cost of the SynCoal in this case would be $0.0037 per pound (as compared to an average of $0.85 per pound for activated carbon). If further research is done to reach the full benefits of using SnyCoal as a filter medium, water disposal costs could be decreased significantly.
This project included three testing periods spread out over a three-year period: the first was a field test at NARCo’s Wattenburg Field production facility in Colorado in late 2000 and early 2001; the second was a short test carried out during July through September 2001; and the final test period was a second lab-type test carried out during April-June 2003. The interruptions were primarily the result of delays due to the sale of Western SynCoal’s parent company and NARCo’s acquisition by PanCanadian Petroleum.
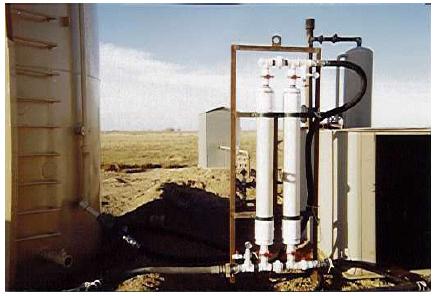
The initial field test involved the construction of a two-stage filter unit from 6-inch PVC pipe. The filter unit was installed with a surge feed tank, a pump to supply a steady flow to the filter and a “clean” water tank at NARCo’s Wattenburg facility. Each of the filter canisters were packed with SynCoal product. Initial testing was conducted with produced water flowing through the filter for approximately 12 hours at a 3.0 to 3.5 gallons per minute (gpm) rate. Analyses indicated that the oil and grease (O&G) content was reduced from an average of over 36.8 mg/l to under 2.4 mg/l; approximately a 93 percent reduction. Total suspended solids were reduced from 59 mg/l to less than 20 mg/l on average. Copper and silver concentrations appeared to be reduced, however sodium, calcium, magnesium and potassium concentrations did not appear to be affected.
A second series of flow tests were conducted using the 1st stage of the prototype canister filter unit. The primary objective of this test series was to determine the point of saturation of the filter media. The unit was tested in 6-8 hour sequences on 12 individual days using 3 different batches of untreated water. A total of 10,520 gallons of produced water were processed through the stage one filter at an average inlet pressure of 10 psig and an average flow rate of 133.5 gallons per hour (2.23 gpm). In addition, since it had been postulated that the remaining oil and grease concentration was primarily light hydrocarbons that could be removed by simple air sparging, the treated water from the filter unit was placed in a 100 barrel steel water tank fitted with an air sparging unit. Air at 20 psig was sparged through approximately 80 barrels of the treated water.
Oil and grease removal efficiency during this test varied significantly depending on the batch of untreated water. The first batch, with a O&G content of 126.5 ppm, saw a 50% reduction, while the second batch, with a content of 228.6 ppm, saw a 3% increase. The efficiency of removal appeared to drop after about 2000 gallons of water had been treated. The sparging results indicated a dramatic decrease in the VOC concentration of the treated water in a very short period of time. Sparging of the water filtered by a single stage of the test filter unit removed all of the benzene and o-xylene and all but a trace of the toluene, ethylbenzene, and m,p,-xylene, and all concentrations were well below any action levels. Test results regarding the inorganics was mixed; the sodium and potassium numbers appeared to increase while the heavier metals decreased.
The possibility of using SynCoal with a higher limestone content as the filter media was considered as a means for enhancing the filter’s ability to reduce the dissolved mineral content. Another test was carried out during the second half of 2001 using a two-column test apparatus configured with SynCoal in the first column and SynCoal tailings in the second column. SynCoal tailings contain partially calcined dolomites and stable massive pyrite that exhibit a buffering capacity towards trace metals. Produced water was run through both columns independently for 6 hours at a feed rate of 3 gpm. Major cation/anion reduction was not achieved by using the SynCoal tailings, however, trace metal analysis indicated a significant reduction in zinc, copper, barium, aluminium, cadmium, and chromium. Dissolved chloride appeared unchanged.
While the testing up to this point indicated that SynCoal was removing a portion of the O&G, the process did not appear to be capable of reducing concentrations to levels that would be acceptable for final water processing equipment and agricultural use. Due to the difficulties encountered with using test water with highly variable concentrations of O&G and the unpredictable temperatures of testing conditions, a final test sequence was carried out in 2003 under controlled conditions. Two sets of columns filled with SynCoal were tested in parallel to mitigate the impact of suspended O&G on sampling variability. These results were compared with those from a set of columns filled with limestone media, as a control. The feed water was prepared by mixing crude oil from Newcastle, Wyoming with tap water from the City of Butte, MT to produce an average O&G content of 171 ppm. Each test set consisted of four columns packed with either 6.63 pounds of SynCoal or 14.73 pounds of limestone. Each individual 3-inch diameter column was packed with 36 inches of material with a void volume of about 30 percent. The four columns of each test set were arranged to receive water in series. The fluid velocity through the columns was estimated to be 0.10 inches per second (0.5 feet per minute) using a feed rate of 3.30 gallons per hour.
Individually, the two SynCoal column sets compared quite well, with one set having an average inlet O&G concentration of 171 ppm and the other averaging 166 ppm. The feed to the limestone column set averaged 176 ppm. The two column sets loaded with SynCoal reduced the O&G content to an average of 7 ppm after 8 hours of testing. The limestone column set reduced the O&G to 140 ppm. SynCoal removed approximately 97 percent of the O&G from the water and the limestone achieved about 52 percent removal. While each column exhibited a loading maximum, the Column 2 was able to reduce the O&G further. In both sets, Column 1 exit concentrations at 2 through 8 hours showed that it appeared to be approaching saturation as the values increased from 50 to 73 ppm. The limestone columns reacted in a similar manner, but did not approach the filtration efficiency of SynCoal.
Although the SynCoal did not completely remove all of the O&G from the test water, the levels were reduced sufficiently to allow the effluent to be discharged to more aggressive forms of purification. Also, the performance of the SynCoal might be enhanced by using a technique referred to as carbon-in-pulp, where the SynCoal is mixed with the produced water in a series of stirred tanks. Using SynCoal as a cost-effective pre-treatment to additional processing with activated carbon seems to have potential, particularly if the spent SynCoal can be used as a boiler fuel. The net effective cost of the SynCoal in this case would be $0.0037 per pound (as compared to an average of $0.85 per pound for activated carbon).
This project is complete.
$183,000
$45,750
NETL – Gary Covatch (gary.covatch@netl.doe.gov or 304-285-4589)
Western Syncoal – Harry Bonner (406-478-5143)
Final Report [PDF-730KB]
Progress Report [PDF-1265KB]
Stripper Well Water Remediation [PDF-46KB]
DOE Program Facts "Stripper Gas Wells"

