
Business

Business
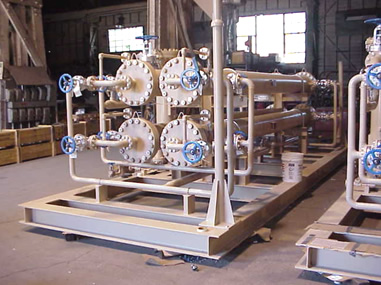
The purpose of this project is to construct and operate a proof-of-concept membrane gas separation system to process 1 MMscfd of high-nitrogen gas to meet pipeline specifications.
Membrane Technology and Research, Inc. (MTR), Menlo Park, CA 94025
ABB Lummus Global (commercialization partner), Norwalk, CT 06851
(Field Test Location: Rio Vista, California)
A proof-of-concept plant based on the membrane gas separation technology was built for a North Texas Exploration (NTE) gas field in Texas. A short test of the unit was of limited success due to a smaller-than-anticipated feed stream at the test site. MTR then located an alternative testing opportunity and signed a contract with Towne Exploration to demonstrate the unit at Rio Vista, CA, from September 2006 to May 2007. The system was designed to be adjustable to accommodate variations in feed gas flow and composition, but had not been tested in this type of operation until recently.

Results
Results from the ongoing demonstration at Rio Vista, CA, indicate that the system can handle large variations in inlet gas composition, from 8 mol percent nitrogen to 16 mol percent nitrogen, and still deliver gas that meets the product gas specification of 990 Btu/scf required for delivery to the PG&E pipeline.
Benefits
The U.S. natural gas pipeline specification for inert gases is that they make up less than 4 percent of transported gas. On this basis, about 17 percent of known U.S. reserves of gas are sub-quality due to high nitrogen content. Some of this gas can be brought to pipeline specifications by dilution with low-nitrogen-content gas, and some is treated by cryogenic condensation and fractionation to remove the nitrogen. Nonetheless, about 1 trillion scf of known reserves are currently shut in due to high nitrogen content. This project covers the first demonstration of a new membrane technology for treating this otherwise unusable gas to pipeline quality. Success will allow once unusable natural gas to be available for pipeline delivery.
Summary
MTR has successfully tested the nitrogen/natural gas separation process developed in this project, and demonstrated its performance at wellhead sites in Texas and California. The successful demonstrations have resulted in the commercial sales of eight natural gas/nitrogen membrane separation units related to this project technology; combined sales revenue for the eight units is just under $4.0 Million USD. ll installed commercial units are operating at or better than guarantee conditions.
(October 2007)
Final Report has been approved and project is completed.
$500,000
$600,000
NETL – Traci Rodosta (traci.rodosta@netl.doe.gov or 304-285-1345)
MTR – Dr. Kaaeid Lokhandwala (kaaeid@mtrinc.com or 650-328-2228)
Final Report - “Field Demonstration of a Membrane Process to Separate Nitrogen from Natural Gas” [PDF-3.08MB]
Details of the technology can be found in GasTIPs, Vol 12, No 4, 2006

