10.2.1. Commercial Use of Fischer-Tropsch Synthesis
Operating Facilities - Sasol
Production of liquid fuels and chemicals from coal on a large scale was practiced in South Africa for decades at Sasol Synfuels’ Sasol II and Sasol III, two Fischer-Tropsch (FT) synthesis-based fuels production plants in Secunda, South Africa. Construction of Sasol II began in the mid-1970s, with operation of the two plants commencing in the early 1980s. The two plants contain 80 Sasol-Lurgi Fixed Bed Dry Bottom (FBDB) gasifiers, and total output from both plants is approximately 150,000 barrels per day (bpd), reaching 160,000 bpd in 2006. The feedstock for the plants is sub-bituminous coal supplied by Sasol Mining, a sister company of Sasol Synfuels. Natural gas is also used as a supplemental feedstock. A proprietary iron-based FT process is used to convert the synthesis gas (syngas) produced by the gasifiers to gasoline, light olefins (alkenes), and a variety of other products.
SASOL II and III, Secunda, S. Africa. FTL Facility. source: SASOL
Project Participants
The South African Coal Oil and Gas Corporation was founded in 1950, amid the realization that South Africa lacked crude oil reserves. The company was formed to protect against the country's increasing imports of crude oil. Today, Sasol Limited is headquartered in Johannesburg, South Africa, and is engaged in commercial production and marketing of chemicals and liquid fuels, in addition to developing interests in oil and gas exploration. The company is now comprised of a diverse group of businesses, including Sasol Synfuels, with a total of 50 entities worldwide.
Sasol had previously operated Sasol I, in Sasolburg, South Africa, which was also a coal-to-liquids facility. It used 17 Lurgi Fixed Bed Dry Bottom gasifiers, and sub-bituminous coal to feed FT processes for liquid fuel and chemical production. In 2004 however, this facility retired the gasifiers in favor of natural gas autothermal reformers.
Plant Description
Coal produced by Sasol Mining is sent to the Secunda petrochemical plant. The coal is converted in the Lurgi gasifiers into a raw product gas with the addition of steam and oxygen. The produced syngas is then cooled, cleaned and conditioned as it leaves the gasifier, producing the first level of co-products as they condense or are recovered from the stream: tars, oils and pitches, ammonia, sulfur and phenols.
Once purified, the syngas is sent to a suite of nine Sasol Advanced Synthol (SAS) reactors where it is reacted in the presence of a fused iron-based catalyst at elevated pressure (~ 350 psi) and a temperature of about 350°C, producing hydrocarbons along with reaction water and oxygenated hydrocarbons. The reaction water and oxygenated hydrocarbons are recovered, purified, and then marketed as byproducts.
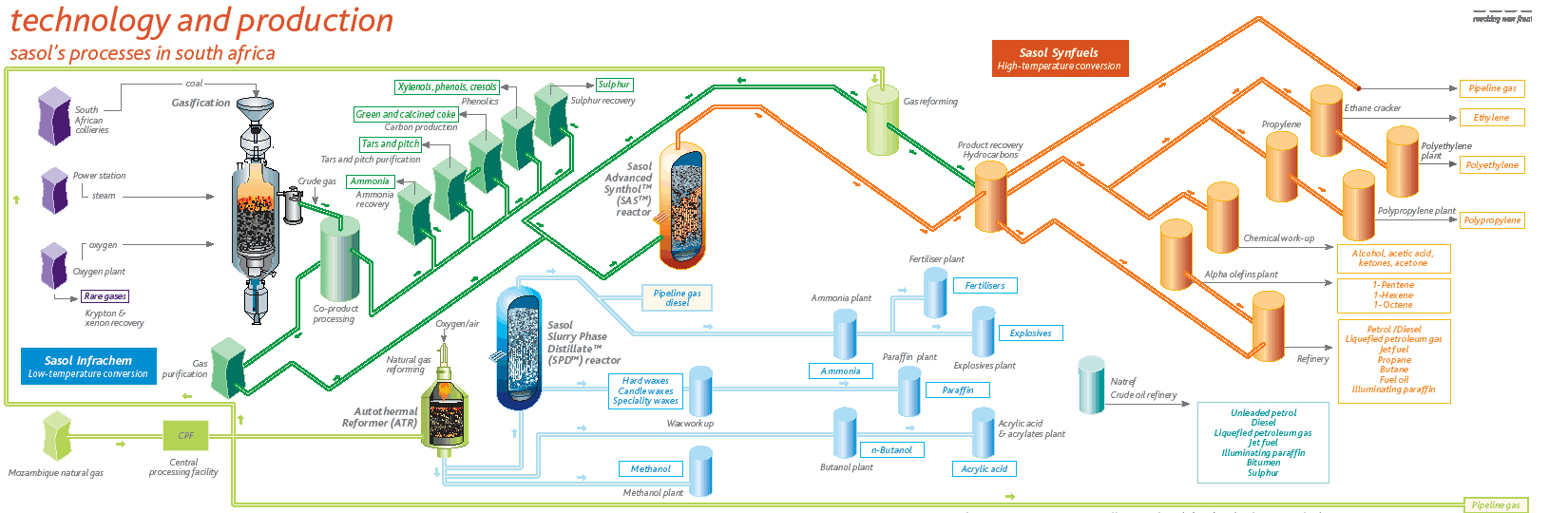
The hydrocarbons from the SAS reactors are cooled until most of the components are liquefied before fractionation is used to separate the various hydrocarbon-rich fractions. Methane rich gas is also produced in this process and is converted to syngas via autothermal reforming for process recycle and sale as pipeline gas. The recovered product hydrocarbons are then converted into a wide range of saleable products, as shown in the following process diagram. Note that the Secunda plants use the High Temperature Syngas Conversion technology.