
Business

Business
The goal of this project is to develop a remote repair tool that utilizes unique chemical and mechanical processes to apply a permanent external repair patch to damaged or defective buried polyethylene (PE) natural gas pipe. This work will demonstrate the functionality and test the performance of a fully engineered prototype repair tool in laboratory and field tests.
Timberwolf Corporation dba Timberline Tool – project management and research product
Oregon State University (OSU) – chemical bonding and gel adhesive research
Location:
Columbia Falls, MT 59912
The use of polyethylene (PE) pipe for natural gas transmission and distribution within the United States has been steadily growing over the past decade and currently accounts for a majority of America's natural gas distribution network. It is very important that the natural gas delivery system remain safe, reliable, and operate efficiently. In the near future, the number of miles of distribution and transmission polyethylene (PE) pipe has been projected to increase, warranting the need for improved construction tools, maintenance, and repair to keep up with the expected growth.
If a pipeline of greater than ¾-inch diameter is damaged more than 10 percent of the wall thickness, or if the pipe wall has been fully penetrated, current procedures for repairing buried natural gas pipe require excavations upstream and downstream from the rupture point, and isolation of the damaged section of pipe by “squeezing off” the flow of gas on both sides of the damage. Then the damaged section of pipe is excavated and cut out of the line, and replaced with a mechanical repair fitting or a new segment using either two couplings or a fusion joint and a coupling. These repair procedures are time consuming and expensive.
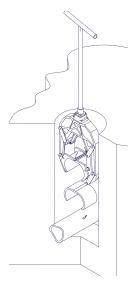
The portable and lightweight repair tool being developed in this project will operate remotely from the top-down, without the need to fasten the device under the pipe. This will dramatically improve the safety and repair procedures because one person will conduct one operation and one excavation. It will operate in difficult and keyhole access situations without the need for squeeze-off.
The repair tool technology being developed will operate remotely from the ground surface keeping the operator out of the trench, away from the danger of cave-in and flowing natural gas. The safety of the utility operator is the most important benefit of this repair tool. Another key potential impact of the repair tool is the ability to operate the tool in “keyhole” excavations. These types of excavations could minimize the impact to the surrounding environment and disruption to the neighborhood. Time and labor savings due to reduced excavation and ease of application are expected to be significant. Maintenance and repair costs could be significantly lowered by the increased efficiency of the new tool during pipe repair operations. The proposed repair tool could allow the natural gas operator to repair the PE pipe at the site of the damage without additional excavation, and without shutting off the gas supply and interrupting the natural gas distribution to homes and businesses. By perfecting this repair process, thousands of pipe leaks could potentially be repaired at a fraction of the current remediation cost saving on average, $1000 per repair.
Results:
During Phase 1, the project team designed, fabricated and performed in-house and field tests on multiple tool configurations determining their functionality, safety and reliability. Laboratory tests have been performed on repaired PE pipe sections, determining the overall performance of the test tools, and the quality of the repair. Work also included the investigation of two unique repair approaches, one using polyethylene gel bonding for a repair patch, the other using an adhesive based patch approach. Both methods incorporated the use of the same patch application tool.
The first concept, polyethylene gel bonding, used a gel like bonding agent attached to a PE patch to join the surfaces of the PE patch material and the damaged pipe. Current efforts have focused on defining a polyethylene gel that bonds polyethylene-to-polyethylene natural gas pipe, testing the bonds to withstand at least 500 psi. The investigation focused on using two solvents in the gel. Several high density polyethylene (HDPE) samples were successfully bonded using HDPE gel, and subsequently tested psi strength. As the design for the gel progresses, the two fixed parameters (pressure and gel composition) may vary. Gel composition includes choice of solvents, polyethylene density, and relative constituent concentrations.
The second concept, polyethylene adhesives, utilizes structural plastic glues to join the surfaces of the PE patch and the damaged PE pipe. This phase of the research focused on finding an adhesive that bonded polyethylene-to-polyethylene natural gas pipe which would withstand at least 500 psi. Although many different adhesives were considered, the investigation focused on three structural plastic glues. Glue strength was tested on all three glues with an overlap shear test. The best adhesive results occurred when some pressure was applied during curing. Initial investigation indicates that one of the structural plastic glues will be suitable for use in patching natural gas pipes.
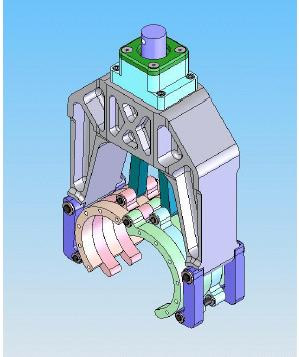
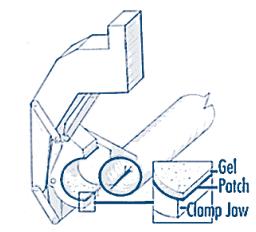
Various conceptual designs were also developed for the mechanical tool patch application use on compromised areas of PE pipe. Work included 3-D modeling the optimum design to ensure remote operation, keyhole application, and compliance with natural gas industry operating practices. Optimum design included: a hinging mechanical aluminum jaw tool that opens to allow for top-down application, a curved jaw configuration for encapsulation of the pipe at the area of damage, jaws capable of heating the patch, and a closing mechanism on the tool for applying slight pressure (approximately 10 psi) to the pipe being repaired.
During Phase 2, the project team used the information gained in Phase 1 to finalize the design of the repair tool and the patch configuration. After reviewing Phase 1 results, the point of heat was moved closer to the pipe, within the patch itself. The clamping mechanism was designed not only to apply heat outside the patch, but also to supply a current to a thin heating element that is imbedded in the gel itself. The preferred design concept of the engineered prototype repair tool was designed and 3-D modeled. The prototype was manufactured by GibbsCam (a CNC Posting program). The jaw configuration of the engineered prototype was then modified to accommodate a patch 13.75” in length.
Reliability tests of the cartridge heaters in the jaws of the test tool have shown the importance of the heaters being completely sealed within a thermal conductive material. Products on the market that will be suitable for this are being researched and design work to cast the heaters in place has also begun.
Two patch configurations emerged as the most promising: the gel patch utilizing an ultra-high molecular weight polyethylene gel (UHMWPE), and the thermal patch consisting of commercially available adhesives and heaters. The UHMWPE patch reduced the thickness requirement to less than ¼" and increased its flexibility. This allows for optimal placement over the damaged pipe. Laboratory tests were performed on damaged PE pipe sections repaired by the engineered prototype repair tool with both types of patches. Both the gel and thermal patch demonstrated successful cohesion with the PE pipe. Failure occurred in the base material during hydrostatic tests up to 600psi.
Long term testing of the repaired pipe samples has been completed at SW Gas in Tempe AZ and Nicor in Naperville, IL. These tests showed no long term effects to the pipe of the repair patch. Long term testing continues at Oregon State University.
In order to minimize solvent losses during the patching process, further research experimented with using “swollen films” to make the patches, instead of using a gel film between the patch and the pipe. With gels, the solvent gets squeezed-out while the patch is being applied. In comparison, the swollen films are very resistant to extrusion. This makes the swollen films a good candidate for patching the pipe under line pressure. In addition, the patches made of the swollen film are very durable, portable, and will have an extended shelf life. Swelling procedures have been located and modified to eliminate inconsistencies in production. Accelerated age tests have been performed on pipe samples repaired with swollen patches. Tests were also conducted to determine the required range of decalin percent in a film in order to achieve acceptable bonding strengths. This was accomplished for both HDPE and UHMWPE films. A swell curve for wt% vs. time was created for the two types of film. Simple drying experiments were run in order to see the amount of polymer lost during swelling. The change in mass was less than 0.0003 grams for a 0.5” X 1.0” sample of film. A design to produce large patches for pipe applications has been developed.
Field evaluations of the prototype tool and patch process were successfully completed at Southwest Gas Corporation in Tempe, AZ and NICOR in Naperville, IL. The successful demonstration of the tool and process generated a lot of interest for the product. Additional demonstrations are being scheduled.
and Remaining Tasks:
Work continues on finalizing the patch configuration to complete the repair tool that will incorporate heat fusion of a chemical patch to repair small nicks, gouges and punctures and will be operable through keyhole access, as well as more general application environments. Swelling procedures to produce the films continue to be worked on. The patches produced for the field demonstrations are achieving great results with an “overlapping” patch design. The seam of the patch is very tight and strong. Negotiations with various companies that have the capability to manufacture the patches have begun.
Work is also continuing on inserting the heat source into the gel patch. This will bring the heat source closer to the pipe wall to aid in the bonding of the patch to pipe that is below 0° C and enable a reduction in the time required for bonding. The pattern of the heating element has been designed and the prototype patches are being tested. A method and material for vacuum packing of the repair patches is being developed. This will be a cooperative effort between Timberline, OSU and the patch manufacturer.
Additional laboratory tests will be performed on repaired pipe samples under well-defined testing. Following the laboratory tests, will be additional field evaluations of the prototype tool and patch process utilizing operations crews. The repairs will be performed on damaged, buried, pressurized 4-inch PE pipe. Repaired pipe sections will then be sent to the laboratory facility for testing and evaluation.
$630,508
$183,196
NETL – Jamie Brown (jamie.brown@netl.doe.gov or 304-285-5428)
Timberline Tool – Kenneth Green (khg@timberlinetool.com or 406-755-4258)
Final Project Report [PDF-4.38MB]
Natural Gas Technologies 2005 Conference paper [PDF-898KB]
NGT 2005 Conference Presentation [PDF-1928KB]
Project Kick-off Presentation [PDF-817KB]
Status Assessment [PDF-44KB]

