Business

Business
The goal of the project is to develop an innovative mud system for coiled tubing drilling (CTD) and small-diameter holes (microholes) for vertical, horizontal and multilateral drilling and completion applications. The system will be able to mix the required fluids (water, oil, chemicals, muds, slurries), circulate that mixture downhole (modified 350 gpm @1,000 psi and 15 gpm@ 5,000 psi), clean and store (200 bbls) the base fluids, and be able to perform these functions in an underbalanced condition with zero discharge and low environmental impact. Another primary and most important goal of this project is to develop key components for a new abrasive slurry drilling system.
Impact Technologies LLC, Tulsa, OK
Missouri University of Science and Technology at Rolla
The ability to drill holes in rock with abrasive-laden fluids has been a dream of the industry since the 1950s, but there have been equipment or technical limits that prevented its application. The adjunct concepts of microhole and CTD with abrasive jet cutting can become the perfect drilling system for the future. Microhole drilling offers numerous advantages to develop reserves that are currently being bypassed. In addition, abrasive drilling has the potential to bore through very hard rocks, very fast. However, it also presents a new set of equipment and operational hurdles that will have to be solved before all or parts of a microhole sized abrasive slurry coiled tubing drilling system can be commercialized.
The key pieces of the puzzle for this accomplishment are the mud processing system (separator and filters), patented abrasive pumping system and a patent pending abrasive nozzle and fluids. Much of this is a departure from currently available pumps, mud processing equipment and bits used on conventional rigs. Proper sizing of all components for a microhole coiled tubing application is a key element of this design. Identification and utilization of existing commercial components that will fit this system will reduce overall cost and increase acceptance by industry.
Results
Budget Phase I of the project was completed and developed certain basic designs and concepts for the advanced mud system. The results included setting specifications for components of the system, including pumps to convey the drilling fluids downhole, a subsystem to process the returned well fluids and a method to drill a hole in rock with an abrasive-laden fluid. It was determined that much of the basic processing equipment was already available in industry, but that a more compact, portable and reliable system was possible. The new processing system has been designed and outlined for development. This new unit is not as “failure-prone” as current mud processing systems and has several features not required in the original proposal, including- a back-pressure gas-liquid-solids separator for control of return flow under managed pressure conditions and a dry mud filter for removing solids down to very small (less than 20 microns) particles. A new abrasive drilling system, now being patented, has been developed and bench tested. Major components (pumps, separators, downhole motors, nozzles, inlet mixing, filters, etc…) of that full sized drilling system are being built in coordination with other projects and groups. This work will be continued and applied in DOE/ NETL SBIR project (phases 1 and 2) DE-FG02-07ER84670.
Benefits
Advances in technology can create more-efficient development of hydrocarbon resources and help the United States become more energy self-sufficient, create activity and jobs in oil and gas basins, and generate a stronger tax base through increased production taxes. More hydrocarbon development through efficient microhole drilling can be measured in lower finding and production costs and in less environmental impact when compared with existing conventional technology. The industry and public always benefit from such technological advances because economic hurdles for a given reserve base are continually pushed lower. In addition, this technology will allow application of very energy efficient shallow earth heat sourced HVAC systems (heat pumps) in areas not now possible (eg, northeast and north west US with surface hard rock geology). It will also find application in resource mining, construction anchoring, tunneling and other hard rock applications.
Summary
The principals have performed computer hydraulic modeling of various microhole CTD systems to validate the overall hydraulic performance, pipe considerations, mud types and rates, pump sizes and pressures, and mud processing equipment for the drilling process.
A detailed literature review of abrasive cutting was conducted. Abrasive nozzles were demonstrated in the lab that cut a hole larger than itself. Full penetration into the cut bore became a problem due to interference problems. Researchers have redesigned the pumps, fluids and bit/ nozzles for full-bore drilling.
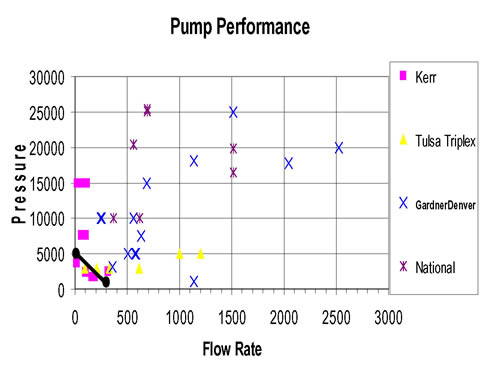
Pump parameters were set, and capable oilfield pumps and manufacturers were identified and contracted for manufacturing the high-pressure solids pumps (HPSP). Two versions ( 3 pumps) of the HPSP are being built under two projects. The first prototype is a piston pump that is being builtunder a Stripper Well Consortium project that is also DOE funded. Two pumps of the second prototype plunger version are being built for this project, both using a modified Kerr KA3500 triplex pump. These base pumps have been purchased, and modifications are underway. Each HPSP modified triplex pump will be driven by separate drives- an electric-hydraulic and a direct variable frequency controlled electric motor. Testing of these pumps is scheduled for the end of 2009.
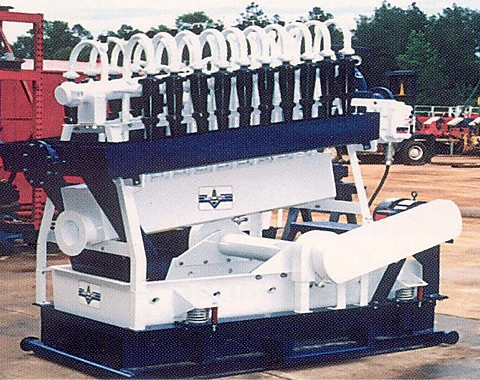
The initial design of oilfield and trenchless mud processing equipment was made and key components and manufacturers were identified. However, since much of the conventional equipment to do this work is now available in industry, a new, innovative design is desired. This is because the current mud processing technology is prone to failure by any one single element, ie plating off of the scalper screen by lost circulation materials. Much of the new processing system has been designed and final drawings are being completed. Components will be tested separately before combining. A new preprocessing concentrator / separator, a new dry mud filter, new pumps and other new processing features were designed and (mostly) built. significant testing is still required before commercialization.
(July 2009)
Impact Technologies LLC (Impact) and Missouri University of Science and Technology (MST) developed an advanced mud system for microhole coiled tubing drilling as part of the DOE’s Microhole Technology Development Solicitation. The system as conceived and presented herein includes the following components:
The resulting system is compact, portable, and readily adaptable to current microhole coil tubing rigs. The ability to drill rock with an abrasive laden fluid represents a significant shift in drilling methods and has numerous congruencies with CTD and microhole drilling. The accumulation of this work represents significant advances in the capabilities of microhole CTD in many applications and industries, as well as for drilling larger bores.
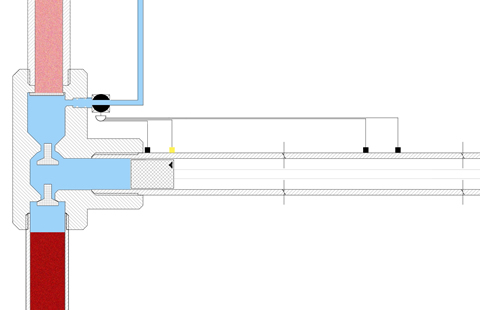
Another significant development for advanced mud processing was a patent pending compact 3-phase gas-liquid-solid (GLS) separator that can concentrate the solids stream under backpressure for more compact processing and well control. This is important for underbalanced drilling conditions, as proposed with the FLASH ASJ, air drilling and nitrogen based drilling systems.
$473,600
$118,000
NETL - Virginia Weyland (Virginia.weyland@netl.doe.gov or 918-699-2041)
Impact Technologies LLC- Ken Oglesby (kdo@impact2u.com or 918-627-8035)
Publication
The final report for Budget Phase I was submitted to DOE on May 9, 2005.