Business

Business
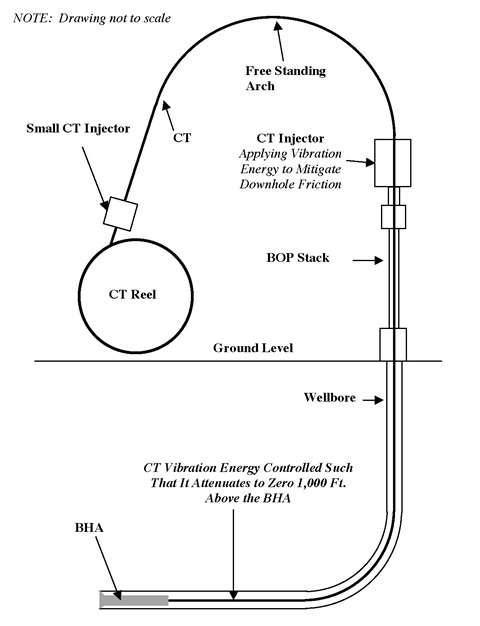
The project goal was to create a robust, economical microhole coiled tubing drilling (CTD) friction reduction system that will enable the drilling of wellbores with 2,000 ft or more of horizontal displacement in a 3½-inch wellbore without the use of any other downhole coiled tubing friction mitigation device.
CTES, Conroe, TX
A key barrier hindering increased utilization of CTD for inclined/horizontal wells is the cost of overcoming downhole friction when attempting to drill long (>2,000 feet) horizontal sections. When drilling these long laterals, the downhole friction forces reach such high levels that the drilling operation is stopped prematurely, or a costly downhole drilling tractor must be used to help pull the coiled tubing at the bottom of the well in order to continue drilling.
The current approach to reducing downhole friction involves the application of downhole vibrators or drilling tractors. Both of these technical approaches have significant limitations. Vibrating pipe to mitigate friction is a proven technology for conventional “jointed” drillpipe operations. However, CTD surface equipment is significantly different from that of a conventional drilling rig. This difference limits the ability to apply some of the existing types of vibration.
Results
Selected Phase 1 results for this report period include the following:
Benefits
The primary benefits from this project were not achieved due to the limited amount of downhole friction that was ultimately mitigated via the application of surface vibration.
Summary
The project was to consist of two 12-month phases, with a Go/No Go decision point at the conclusion of the initial phase. Phase 1 work contains these major tasks: development of a software model to predict downhole vibration attenuation versus depth, engineering and construction of a vibration test fixture, testing and validation of the vibration attenuation model in the vibration test fixture, and conceptual design and optimization of a full-scale friction-reduction system. Phase 1 results indicated surface vibration helps mitigate downhole friction, but the amount of friction reduction was uneconomical in light of the additional equipment costs involved. As such, a No Go decision was chosen.
(December 2008)
The project completed all Phase 1 tasks by early second quarter 2006. As a result of the No Go decision at the conclusion of Phase 1, Phase 2 tasks will not be undertaken. The final report is available below under "Additional Information".
Funding
This project was selected in response to DOE’s Oil Exploration and Production solicitation DE-PS26-04NT15480 (August 2, 2004).
$293,060 Phase I only
$73,260 (20 percent of total)
NETL - Virginia Weyland (virginia.weyland@netl.doe.gov or 918-699-2041)
CTES - Edward Smalley (ed.smalley@ctes.com or 936-521-2222)
Final Project Report [PDF-443KB]