Business

Business
The project goal is to increase the supply of natural gas available to the United States with minimal environmental impact by decreasing the cost and footprint of drilling operations for slim holes (3½-inches) at relatively shallow depths. The technology is specifically directed toward gas reserves in unconventional or low-permeability formations in which a large number of wells are necessary to effectively drain the reservoir. In such cases, economic development requires these wells to be drilled at a lower cost and with less environmental impact than current technology allows. Towards this goal, the project’s primary objective is to develop a novel coiled tubing drilling system, specifically designed to drill at high rates of penetration (ROP) with low weight on bit and low reactive torque. The Counter-Rotating Tandem Motor Drilling System (CRTMDS) will aid in achieving higher ROP with a coiled tubing system.
Gas Technology Institute (GTI), Des Plaines, IL
Dennis Tool Company (DTC), Houston, TX
Overall drilling costs can be lowered by drilling a well as quickly as possible. For this reason, a high drilling ROP is desired. In general, high ROP can be achieved by increasing the weight on bit, the amount of torque on the bit, and the rotary speed of the bit. Two important limitations commonly associated with coiled tubing systems are the inability to apply high weight on bit to the bottomhole assembly and the torque-handling capacity of the coiled tubing. These two limitations work against the goal of high ROP.
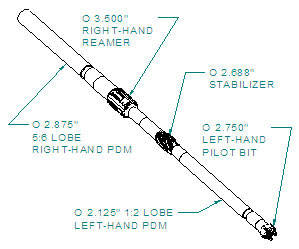
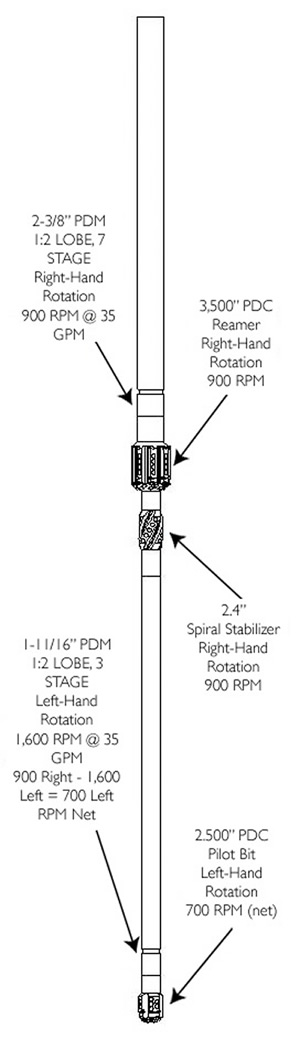
The Counter-Rotating Tandem Motor Drilling System (CRTMDS) plans to achieve high ROP (and associated low drilling cost) using two counter-rotating cutter systems to reduce or eliminate the reactive torque the coiled tubing must resist. This will allow the maximum weight-on-bit and rotational velocities that a coiled tubing drilling unit is capable of delivering. The initial phase of the project reported in this period summary involves developing a detailed design suitable for directing the fabrication of a prototype CRTMDS.
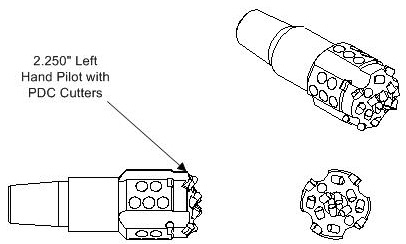
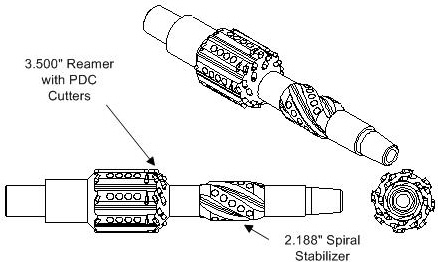
The GTI/DTC drill bit is a revolutionary advancement over conventional drill bits in 3 ways:
A detailed design for a CRTMDS was developed and the tool fabricated. This design was based similar to design was tested for Los Alamos National Laboratory (LANL) in September 2005 at the Rocky Mountain Oilfield Testing Center near Casper, WY. The smaller, 2.625-inch tool averaged 82 feet/hour drilling 130 feet in 1.6 hours. Conventional 2.625-inch polycrystalline diamond compact bits average 10-30 feet/hour. CRTMDS bit assembly. The LANL test proved the design elements of higher ROP using low weight on bit (about 700 pounds) and low reactive torque.
Several tests were performed at GTI’s Catoosa test site. These tests showed that although high penetration rates were easily achieved, the tool twisted off between the two counter rotating cutter systems. Based on these observations, a new design was prepared. This motor develops significant torque in a short length and does not contain the typical failure prone rubber or urethane stator components. A single, left hand vane motor, left hand bit, and proper pin connections will be assembled as soon as possible to perform a test run at the GTI - Catoosa test facility. All bearings and major wear components within the new motor will be upgraded to PDC, yielding an order of magnitude greater wear resistance and reliability.
The tool was redesigned , fabricated and field tested in March 2009 at the Catoosa Test Site. Once again the tool encountered problems. It was determined that although shop testing with clean oil, nitrogen, and clean water showed promising rpms and torque, the motor is very susceptible to small particles. When the tool was disassembled after the field test, small particles and surface corrosion among the tight tolerance components were noted. After cleaning the corrosion, these assemblies seemed to operate properly. Also noted on the number 2 motor was some damage to an internal drive component, likely caused by drill pipe rotation while the motor was in a locked condition. Areas for improving the tool were noted during th field test and it is felt that the tool is very close to being successful. Therefore, Dennis Tool plans to continue the development of this tool.
(August 2009)
The project is complete and the final report is listed below under "Additional Information".
$634,718
$159,134 (20 percent of total)
NETL – Gary Covatch (gary.covatch@netl.doe.gov or 304-285-4589)
Gas Technology Institute - Kent Perry (kent.perry@gastechnology.org or 746-667-0961)
Final Project Report [PDF-922KB]