
Business

Business
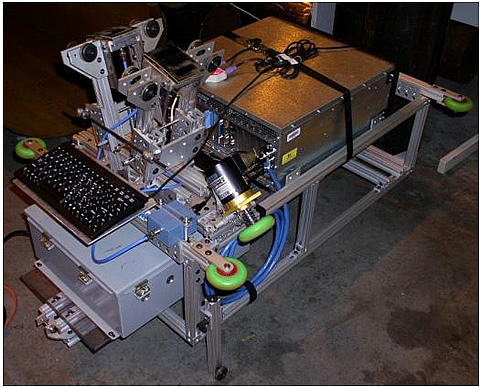
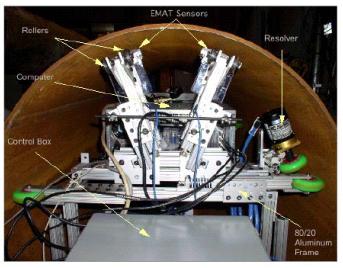
The goal of this project is to develop an Electromagnetic Acoustic Transducer (EMAT) sensor, capable of detecting physical flaws in the wall of a 30-inch natural gas pipeline. These physical flaws include: stress corrosion cracking (SCC), circumferential and axial flaws, and corrosion. In addition, work will be conducted to design, fabricate, test, and integrate the EMAT sensor with an autonomous robotic platform, providing a flexible in-line inspection tool for natural gas pipeline examination.
Oak Ridge National Laboratory (ORNL) – project management and research product
Location:
Oak Ridge, Tennessee 37831
The integrity of gas pipelines need to be monitored frequently by pipeline operators to mitigate potential hazardous conditions. With more than 90% of the pipelines buried underground, locating potential flaws is a major challenge. In-line inspection technologies are necessary to locate the flaws without having to resort to excavation.
SCC is usually oriented along the axial length of the pipe and may remain undetected. If this occurs, the cracks may grow and/or coalesce and eventually lead to a leak or pipe rupture. Non-destructive inspection (NDI) systems such as EMAT are vital tools for the early location of SCC and other defects (i.e. corrosion, welding cracks, pits). It is important, however, that such tools be capable of accurately detecting SCC without false alarms and with some characterization of the size of the defects.
Stress corrosion cracks in pipes are influenced by both environment and stress. Initially, corrosion begins when water comes into contact with steel at points where the bond between the protective coating and steel has been broken. Without stress, the corrosion area will not transform into a crack. However, once the effects of cyclical loading, temperature, residual stress, and bending load act on the initial corrosion site, a crack or a colony of cracks can develop. Cracks in the pipelines can reduce the integrity of the pipe, and hence reduce its potential service life.
In a laboratory environment, SCC’s can be easily detected using liquid fluorescent magnetic particle inspection. However, this technique is not practical for in-line inspection of pipes. Magnetic flux leakage (MFL), which is a mainstay of the in-line pipe inspection industry, has difficulty detecting axially oriented cracks. Although there have been some developments in the area of liquid–filled wheel probes using ultrasonic shear waves, they do yet not offer reliable detection of cracks.
Oak Ridge National Laboratory (ORNL) is developing a shear horizontal (SH) wave electromagnetic acoustic transducer (EMAT) system for the inspection of pipelines. The SH–mode EMAT is used in a circumferentially oriented configuration, since the main objective of this system is to detect SCC’s that are axially oriented along the length of the pipes. This project is designed to develop the EMAT technique as an alternative tool to detect SCC’s.
The EMAT sensor under development will be capable of detecting numerous pipeline anomalies, including stress corrosion cracking, recently identified as a defect that could promote pipeline failure. Coupled with an autonomous robotic platform, the integrated sensor will have the ability to examine a large fraction of currently un-inspectable natural gas pipelines.
The fundamental development and fabrication of the EMAT sensor is complete. This project is concluded.
$260,000 (FY05)
$0
NETL – Daniel Driscoll (daniel.driscoll@netl.doe.gov or 304-285-4717)
ORNL – Venugopal Varma (varmavk@ornl.gov or 865-574-7156)
April, 2006: Pipeline Inspection Technologies Demonstration Report [PDF-7.29MB]
Pertinent Publications:
“Pathways for Enhanced Integrity, Reliability, and Deliverability”, Workshop Proceedings, September 2000, NETL, Office of Fossil Energy, U.S. Department of Energy.
“Roadmap Update for Natural Gas Infrastructure Reliability”, Workshop Proceedings, January 2002, NETL, Office of Fossil Energy, U.S. Department of Energy.
“Roadmap Update II, Natural Gas Infrastructure R&D delivery Reliability Program,” Workshop Proceedings, –National Energy Technology Laboratory, U.S. Department of Energy, Phoenix, Arizona, February 8, 2004.
“Pipeline Flaw Detection Using Shear EMAT and Wavelet Analysis”, Varma, V.K, Tucker, R., Kercel, S., Rose, J., Luo, W., and Zhao, X., GTI's Natural Gas Technologies II, February 8-11, 2004.
“Characterization of gas pipeline flaws using wavelet analysis”, Tucker, R.W., Kercel, S.W., and Varma, V.K, QCAV (Quality Control Using Artificial Intelligence), Gatlinburg, TN, May 2003.
“Pipeline flaw detection with wavelet packets and Gas”, Kercel, S.W, Tucker, R.W., and Varma, V.K, SPIE 2003.

