Business

Business
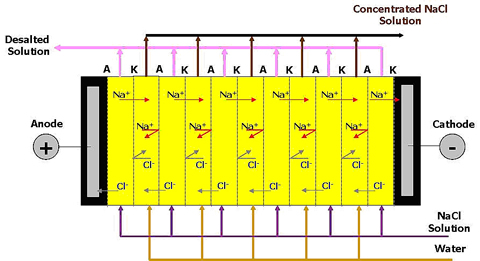
The goal of the project is to develop electrodialysis processing for the conditioning of produced water for beneficial use through the collaborative effort of Argonne National Laboratory (ANL) and Gas Technology Institute (GTI).
Argonne National Laboratory, Washington, D.C.
Colorado School of Mines (CSM), Golden, CO
Gas Technology Institute, Des Plaines, IL
The production of oil and gas—conventional as well as unconventional, notably CBNG extraction—also yields large volumes of water of varying quality. Due to this variability, there is no single treatment or handling scenario for all produced waters. Research by industry, government, and academia has provided treatment technologies and handling methods, usually with consideration for beneficial use. However, these approaches are frequently costly and often suitable for only one area or field. In addition, there is often no incentive to change current treatment methods, due to lack of market for the treated water or for the treatment byproduct.
Results
The work conducted on this project is a subcontract to the main project through CSM. Experiments were conducted for electrodialysis using Wyoming coalbed natural gas (CBNG) produced water at a constant current density for all cases. These experiments were conducted with non-selective cation (CMX) membranes, selective cation (CMX-S) membranes, and non-selective cation membrane with a concentrate solution of about 300 g/L of sodium chloride. Accomplishments and conclusions made include the following:
Benefits
The opportunity to resolve the oil and gas industry’s growing problem with producing, handling, and treating produced water presents a potential double benefit to the Nation: boosting domestic hydrocarbon production while bolstering America’s fresh water supply.
Summary
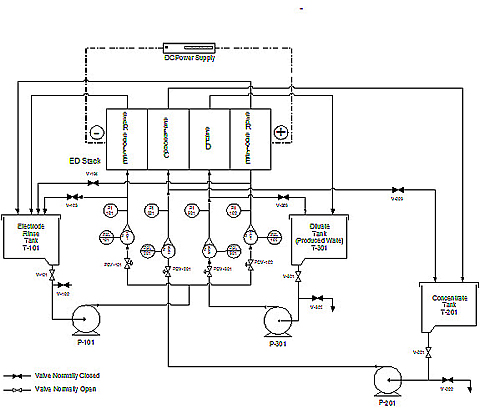
In the demineralization of produced waters, the prevention of fouling of membrane processes is key to the reliability and economical operation of the treatment system. In order to investigate the potential for membrane fouling, the laboratory electrodialysis prototype was tested with actual produced waters collected from a Wyoming CBNG water gathering facility within an operating production field. Over the course of the project, several drums of CBNG produced water have been collected from a CBNG field near Sheridan, WY, and shipped to ANL for testing. Results from electrodialysis membrane integrity testing at ANL on actual produced water show that during a 20 hour membrane stability test, the level of desalting and voltage drop per cell remained almost unchanged during the first 18 hours, followed by a slight increase in membrane resistance in the 2 hours that followed. Clean-in-place (CIP) protocols were used after 20 hours to decrease fouling potentials and restore membrane performance. CIP procedures continue to be tested to identify the protocols that will allow effective membrane preservation and maintenance over many cycles of cleaning.
(April to Completion 2007)
Subtask 5, Long-Term Membrane Stability Tests, is in progress and it targeted for 100 hours of operation. Subtask 6, Improve “Cleaning in Place” Procedures, is currently in progress and on schedule. Also, work on economic models utilizing selective membrane (higher power costs) vs. reduced re-addition of calcium will continue. A comparison of electrodialysis process energy input of selective and non-selective cation membranes under long-term membrane stability testing were completed. Results are summarized in the following tables:
Table 1: PRB CBM Produced Water Properties and Composition
| Parameter | Units | Value |
| Sodium Concentration | mg/L | 670 |
| Calcium Concentration | mg/L | 6.7 |
| Magnesium Concentration | mg/L | 2.3 |
| Chloride Concentration | mg/L | 140 |
| Alkalinity | mg/L CaCO3 | 1300 |
| Conductivity | µS/cm | 2650 |
| pH | n/a | 8.4 |
| SAR | n/a | 56.2 |
Table 2: Power Consumption as a Function of % Desalination and SAR Experiment 1:
Non-Selective Membrane
| Time (minutes) |
% Desalination | Power Consumption (Kw-hr/lb NaCl removed) |
SAR |
| 55 | 82.1 | 0.14 | 10.2 |
| 65 | 93.5 | 0.20 | 9.3 |
Table 3: Power Consumption as a Function of % Desalination and SAR Experiment 2:
Selective Membrane
| Time (minutes) |
% Desalination | Power Consumption (Kw-hr/lb NaCl removed) |
SAR |
| 50 | 82.3 | 0.20 | 10.9 |
| 55 | 87.5 | 0.21 | 8.3 |
Table 4: Power Consumption as a Function of % Desalination and SAR Experiment 3:
Back-Diffusion Study with NaCl
| Time (minutes) |
% Desalination | Power Consumption (Kw-hr/lb NaCl removed) |
| 132 | 86.0 | 0.42 |
| 160 | 90.9 | 0.563 |
Table 5: Power Consumption as a Function of % Desalination and SAR Experiment 3:
Back-Diffusion Study with NaHCO3
| Time (minutes) |
% Desalination | Power Consumption (Kw-hr/lb NaCl removed) |
| 30 | 49.0 | 0.11 |
| 45 | 81.4 | 0.16 |
| 50 | 88.9 | 0.18 |
Table 6: Post-Treatment Demineralization
| Parameter | Units | CaSO4 | CaCO3 | Limestone |
| Sodium Concentration | mg/L | 57 | 56 | 55 |
| Calcium Concentration | mg/L | 690 | 17 | 18 |
| Magnesium Concentration | mg/L | 1.0 | 2.7 | 1.6 |
| Chloride Concentration | mg/L | 11 | 13 | 11 |
| Alkalinity | mg/L CaCO3 | 140 | 210 | 180 |
| Conductivity | µS/cm | 2820 | 324 | 333 |
| pH | n/a | 7.9 | 8.3 | 8.3 |
| SAR | n/a | 0.6 | 3.3 | 3.3 |
Several collaborations and networking activities have taken place during the course of this project. This group of researchers continues to develop closer professional collaborations with the overall group. Most specifically, the ANL team coordinated the GE and Ameridia meetings. Collaboration opportunities were discussed with GE to commercialize produced water electrodialysis in the Power River Basin and other regions. Currently, the ANL executed an NDA with GE and has reviewed opportunities and barriers for commercial application of electrodialysis in the PRB.. GE is using this data in its current computer model to decide what the next step would be. Partnership in future solicitations was discussed.
A meeting was held by ANL, Ameridia, and GTI to discuss different economic models for scaling up treatment of produced water using electrodialysis. Currently, Ameridia provided several economic scenarios. The resulting data were instrumental to GTI to generate a comprehensive economic model. Ameridia provides current membranes and stack for this project.
Funding
The project was funded as a subcontract under CSM’s main project, DE-FC26-04NT15549.
$240,000
$0
NETL - Jesse Garcia (jesse.garcia@netl.doe.gov or 918-699-2036)
ANL - Seth Snyder (seth@anl.gov or 630-252-7939)
ANL – Paula Moon (pmoon@anl.gov or 630-252-8683)
Publications
Moon, P., Hayes, T. Snyder S W. “CBM Produced Water for Beneficial Use Through Electrodialysis”, to be submitted to Separations Science and Technology.
Hayes, T., Moon, P., and Snyder, S., “Transforming CBM Produced Water to Beneficial Use Through Electrodialysis Processing,” Produced Water Workshop, Fort Collins, CO., April 4-5, 2006, http://www.cwrri.colostate.edu, Produced Water Workshop.
Moon, P., Snyder, S., and Hayes, T., “Integrated Electrodialysis Process for CBM Produced-Water Treatment,” Paper No. 107248, Rocky Mountain Section of American Association of Petroleum Geologists, Billings, MT, June 11-13, 2006, http://www.aapg.org/, Rocky Mountain Section of AAPG Conference (June 2006).
Moon, P., S. Snyder, and Hayes, T., “Integrated Electrodialysis for Cost-Effective CBM Produced-Water Demineralization,” Presented at CERI Frontiers in Global Energy Session, RMAG Conference, Denver, CO, August 8, 2006.
Moon, P., Snyder, S., and Hayes, T., “Integrated Electrodialysis Membrane Stability Results for Cost-Effective CBM Produced-Water Demineralization,” International Petroleum Environmental Conference, San Antonio, TX, October 17-20, 2006.
Hayes, T., Gowelly, S., Moon, P., and Snyder, S., “Electrodialysis Treatment of Coal Bed Methane Produced Water: Application Issues and Projections of Costs,” International Petroleum Environmental Conference, San Antonio, TX, October 17-20, 2006.