
Business

Business
The goal of this project is to help to improve and optimize the nation's natural gas transmission infrastructure through development of a new method to avoid surge of pipeline compressors. This method will safely expand the range of compressor operations, while minimizing wasteful recycle flow at the low end of the operating envelope, bringing about reductions in wasted fuel and operating costs.
Southwest Research Institute (SwRI) – project management and research products
Siemens Energy & Automation Inc. – in-kind contributions and commercialization
Gas Machinery Research Council (GMRC) – field sites for testing
Location:
San Antonio, TX 78238
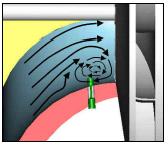
Surge is an unstable condition in a centrifugal compressor that results in a complete breakdown and reversal of flow. The condition occurs just below the minimum flow that the compressor can sustain against existing suction to discharge pressure rise (head). When surge occurs, both flow rate and head decrease rapidly, gas flows backward within the compressor, and large, dangerous dynamic forces are applied to the mechanical elements of the unit.
Surge avoidance is normally achieved by recycling gas around the compressor to maintain a flow no less than the surge control flow rate, a solution that works but wastes energy. Current surge avoidance and control methods result in recycle valves being opened well before a compressor is actually in danger of reaching surge, an extremely inefficient mode of operation. If there was a way to determine when a centrifugal compressor was approaching surge, the unit could be operated closer to surge conditions, reducing surge margins, wasted fuel and operating costs.

The sensor developed and demonstrated during this project is a simple, rugged, and sensitive drag probe. Experiments conducted in a laboratory compressor clearly showed the effectiveness of the technique for the detection and control of surge for centrifugal compressors with modern 3-D impellers. Field demonstrations indicated that the increase in range without the need to recycle flow was on the order of 19% to 25%. The cost benefit of applying the direct surge control technology appears to be as much as $200 per hour per compressor for operation without the current level of recycle flow. This could amount to between $50 and $70 million per year for the U.S. Natural Gas Transmission industry, if direct surge control systems are applied to most pipeline centrifugal compressors for which the technology is viable. In addition this method can increase the overall efficiency with which gas is passed through a compressor station potentially increasing the available capacity for the market.
All research work under this project has been completed including all lab and field testing of both the surge detection probe and the compressor surge control system. All results indicate success in detecting the onset of surge as well as the ability to effectively control the system through a much wider operating range while preventing compressor surge. As a result of the work completed the following conclusions have resulted:
Detailed specifications for surge detection probes and surge controllers have been developed with gas industry input in order to address the industry's needs for a fundamental, accurate, rugged, flexible, and cost-effective surge control system.
A detailed design process for surge detection drag probes has been developed and explained in the project's final report. The design process accounts for all physical and dynamic considerations of the probe to insure proper development for specific use.
The surge detection sensors have been tested to demonstrate and calibrate their sensitivity to flows and to confirm their satisfactory operation. Functionality and sensitivity checks are necessary but new probes will not need to be flow tested or calibrated in detail.
Early laboratory and the first field test showed that the current approach to the direct surge control probe location requires a 3D impeller with the blades at the face of the impeller. With the current probe design and location, 2D impellers do not provide sufficient re-circulation at the impeller inlet for adequate direct surge control.
Testing in a 3D laboratory compressor showed strong re-circulating flow signals with both axial and tangential strains. Results were consistent, distinctive indications of surge onset.
The field testing results showed that the strain output is sufficiently stable to provide results over extended periods of time, that wiring connections can be made through the pressure case, and that re-circulation flow signals are similar to laboratory results.
The operational test results show that a significant (19% to 25%) increase in low flow operating range of the compressor can be obtained through use of the direct surge control technology. An industry wide savings in fuel of more than $50 million per year is possible.
Computational Fluid Dynamics (CFD) modeling showed that the flow re-circulation does occur as expected in the outer diameter portion of the impeller inlet at low flow rates. A 2D model of the compressor configuration showed that the re-circulation occurred at the blade tips and not at the impeller inlet when the blades were recessed from the impeller inlet.
A step-by step design procedure for direct surge control probes and controllers has been defined and is available in the project final report. Although a probe design will have to be completed for each new compressor model and pressure or flow range, the results will be similar for compressors of a given type and size.
All project work has been completed, and the final report has been received.
$367,617
$220,000
NETL – Richard Baker (richard.baker@netl.doe.gov or 304-285-4714)
SwRI – Danny Deffenbaugh (ddeffenbaugh@swri.org or 210-522-2384)
Final Report [PDF-1667KB]
Final Project Presentation [PDF-1354KB] - SwRI

