
Business

Business
The goal is to lower the costs and improve the efficiency of drilling in hard rock formations found at greater depths, by developing an integrated steerable drilling system that offers significant cost reduction in deep, medium-to-hard rock formations through the use of a mud-actuated hammer engine.
Novatek Inc. – Project management and all research products
Location:
Provo Utah, 84606
Novatek, under a prior Department of Energy Small Business Innovative Research (SBIR) activity, has worked toward the development of a high-power mud-actuated hammer for use in conjunction with conventional rotary mud drilling. Prototype hammers have undergone both laboratory and field-testing and are robust enough to operate at depths up to 13,000 feet (4,000 meters), in inclined wells and in weighted drilling mud.
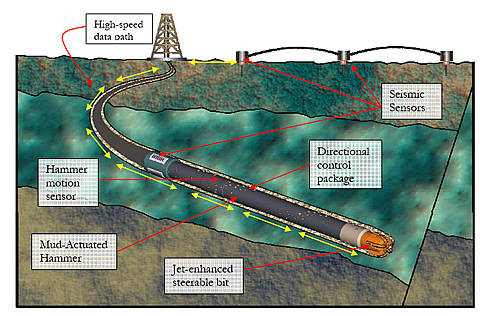
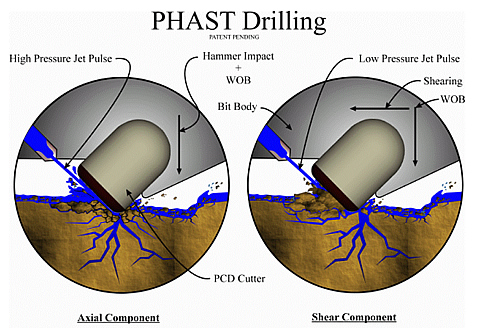
The two key elements of the Novatek drilling system are the hammer itself and a unique drill bit that combines rotary and percussive features coupled with high-pressure (HP) mud jets distributed about the face of the bit (the Pulsed jet Hammer Assisted Shearing Technology or PHAST bit). Enhancements aimed at countering chip hold down, such as high-pressure jets and rotary-percussive cutters, may prove beneficial.
The mud hammer development program is designed to build and demonstrate a mud-actuated hammer that enhances drilling under typical borehole conditions. Enhancement of drilling includes not only improved penetration rate in difficult drilling formations, but also could include improved steerability and improved formation sensing. The most pronounced need for hammers is in slow drilling hard rock formations, which may be interspersed with softer formations. A second application for hammers is in drilling conditions where rotary horsepower is limited (e.g., extended reach wells, coiled tubing applications, etc.). A hammer has also been identified as a potential source for seismic-while-drilling applications. In this application, the hammer may be mechanically coupled to the formation through the bit, or may generate pressure pulses that are coupled hydraulically to the well bore. A mud-actuated hammer could also be used as part of a rotary steer-able drilling system. In fact, the hammer’s reciprocating motion can be (and is, in the case of the PHAST bit) used to generate medium pressure fluid jets (~5,000 psi), which can be used for at-bit steering. Conceptual work on a steering valve for the PHAST bit has already been completed. Further development will continue upon further qualification of the hammer.
The results of this project could increase the capability of percussion drilling under deeper, harder rock conditions, increase drilling rates, and could potentially lower drilling costs in harder rock conditions.
Tests performed under this project have shown that the Novatek hammer can start and operate faithfully under a variety of conditions; however, it was found that factors such as mud weight and/or viscosity must be considered (e.g., a hammer optimized in atmospheric tests using water as the operating fluid operated erratically in 15 ppg mud until the hammer stroke was lengthened slightly, most likely due to increased frictional drag on the hammer valve). Also, failure to completely clean out the hammer internals following testing can lead to conditions that prevent proper reciprocation. Another robustness issue observed in the course of optimizing hammer cycle efficiency was the fact that as hammer power is increased, the failure rate of the valve and lower stop is also increased. All of these issues are linked with the shuttling valve design, which must be improved prior to extended field use of the hammer.
Initial tests of the hammer operating with a rollercone bit in drilling mud under simulated borehole conditions revealed a diminishing relationship between penetration rate and borehole pressure. A relationship between hammer energy and penetration rate was also established.
The mud-actuated hammer was also tested under 3,000 psi bore-hole pressure at varied input power levels, in two rock types, in two mud weights, and with two types of bits. Results show that under high borehole pressure, the performance of the hammer coupled with an 8 ½-inch Reed model HPSM rollercone bit does not vary significantly from the performance of the rollercone bit without the hammer. Previous tests at lower pressure had shown the hammer with the rollercone bit to be more effective than conventional drilling. This performance may be due to a number of reasons: the rollercone bit is not an ideal transmitter of percussion energy, the overall blow energy delivered by the hammer may be too low to do the necessary rock breaking due to the effects of mud viscosity on the timing of the hammer cycle, or the percussion drilling mode alone is not effective where high chip hold down is present.

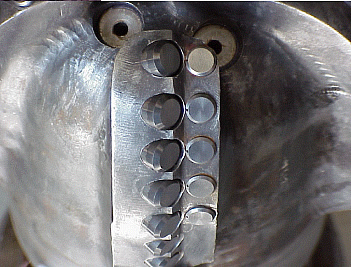
Further test data showed that a moderately-powered Novatek hammer system using a jet-assisted fixed cutter bit achieved dramatically higher rate-of-penetration (ROP) under certain conditions than did a higher energy conventional hammer. Atmospheric drilling tests of the hammer and PHAST bit were carried out in high compressive strength concrete at pseudo-atmospheric conditions. At very low weight on bit, the jet-assisted bit drilled at a rate 3.5 to 4.5 times that of a conventional 8 ½-inch roller cone bit under similar weight-on-bit (WOB) levels. At higher WOB, the drill rig was unable to maintain rotation of the bit, and no penetration data were collected. Wear of bit flats gave evidence that the bit was completely burying its cutters in the concrete, explaining the increased torque.
In harder rock and with a higher capacity rig, the hammer/PHAST bit system drilled without difficulty, although inconsistent penetration rate results were obtained. Two separate drilling modes were observed: one where the ROP increases steadily with bit horse-power (torque and rpm), and one where ROP and bit horsepower seem to be independent (bit horsepower is very low but ROP is high to very high). In the first mode, penetration rates compare favorably to the ROP of a conventional rollercone bit under the same borehole pressure and mud weight (15 lb/gal) and at 40,000 lb weight-on-bit (WOB) and 110 rpm – increases of up to 45 percent over conventional rollercone methods are achieved with the hammer system.
Testing resulted in the following conclusions:
Further hammer development focused on improving the robustness and control of the hammer in typical borehole conditions, determining the parameters that lead to consistently high penetration rate of the hammer/PHAST bit system, and demonstrating the benefits of the hammer/PHAST bit system under typical borehole conditions. This required substantial improvements to the valving of the hammer, and a number of design improvements were outlined. The primary focus of advanced development work has been on development of a high frequency (>10 Hz) downhole electromechanical actuator to drive the hammer. Three different designs have been built and tested. One has shown promise to provide for very high frequency range; a second offers substantial power reduction over the first, but has a narrower frequency range. The second appears to offer the most promise in the near term due to its relative simplicity and lower power requirements, and therefore, has been selected for use with the hammer system.
In addition, substantial improvements have been made to the overall design of the hammer and bit, including: improved flow areas, increased impact areas, decreased leakage flows, and design modularity.
and Remaining Tasks:
This project has ended. Several technical hurdles were identified during the experimental phase of the program. The most important of these include: manufacturing of valve plates, powering of the valve motor, system tuning and optimization, improvement of main valve design, and sensor development. Since these issues were not solved prior to the project end date, field testing and demonstration did not occur.
$3,513,464
$2,296,276
NETL – Jamie Brown (jamie.brown@netl.doe.gov or 304-285-5428)
Novatek – (David Pixton (dpixton@intelliserv.net or 801-374-2755)
Final Report [PDF-6.54MB] - December 2005

